



Heavy Load Slewing Bearing Material Selection Techniques
What is Heavy Load Slewing Bearing
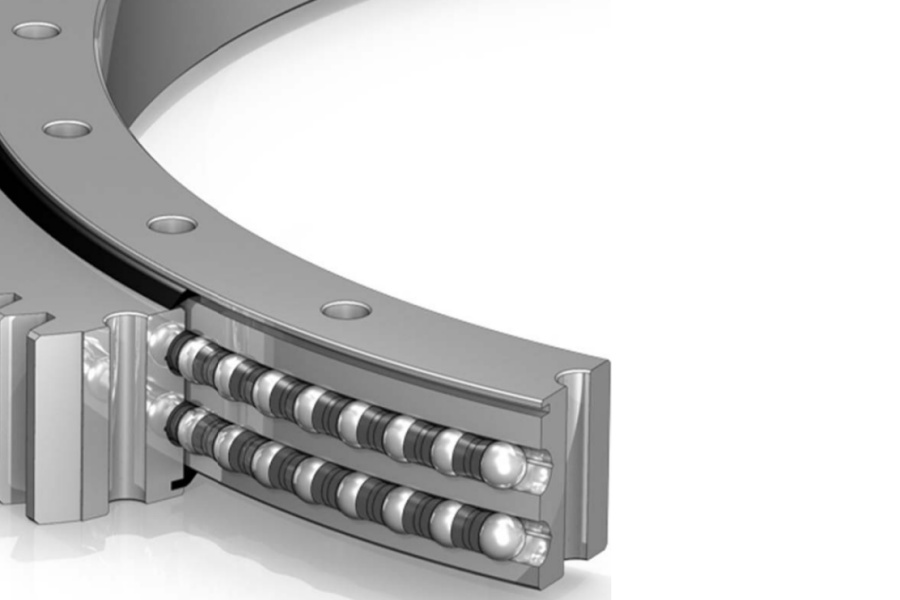
Heavy Load Slewing Bearing refers to large-diameter rotational bearings engineered to withstand extreme combined loads (axial forces >1,000 kN, radial forces >500 kN, tilting moments >5,000 kN·m) in demanding industrial environments. These bearings feature reinforced raceways with multi-row roller arrangements (three-row cylindrical rollers or double-row ball/roller hybrids), thick-section rings, and specialized hardening processes to prevent subsurface fatigue.

Heavy Load Slewing Bearing Material Selection Techniques
Material choice critically impacts bearing life under extreme stresses. Follow these principles:
Core Material Properties:
Ultra-High Strength:
Axial/Radial Strength: Yield strength ≥1,200 MPa (e.g., 42CrMo4, 50Mn) to resist plastic deformation.
Fatigue Endurance: >600 MPa bending fatigue limit (ISO 281) for cyclic loading.
Hardness & Toughness Balance:
Raceway surface hardness: 58-62 HRC via case hardening.
Core hardness: 28-35 HRC to maintain fracture toughness (Charpy V-notch >40 J at -20°C).
Wear & Deformation Resistance:
High compressive strength (>2,000 MPa) to resist brinelling.
Retained austenite <15% post-hardening to minimize dimensional change.
Steel Grade Selection:
Standard Applications:
42CrMo4 (AISI 4140): Cost-effective for moderate corrosion environments. Depth-hardened to 10-20mm.
Extreme Load/Impact:
50Mn (AISI 1541): Superior wear resistance. Requires strict tempering control to avoid brittleness.
Corrosive Environments:
F51/F60 Duplex Stainless: For offshore/salt exposure. Sacrifices 15% load capacity vs. alloy steels.
Coated Alloy Steels: Zn-Ni plating + epoxy topcoat (ISO 12944 C5-M).
Heat Treatment Optimization:
Controlled Carburizing:
Case depth: 5-8% of roller diameter (e.g., 8mm for Ø80mm rollers).
Carbon potential: 0.8-1.0% at surface.
Deep Cryogenic Treatment:
-196°C stabilization reduces retained austenite by 90%, enhancing dimensional stability.
Precision Tempering:
Double tempering at 180-200°C minimizes residual stresses.
Forging & Processing:
Vacuum Degassed Steel:
Oxygen content <15 ppm to prevent inclusion-initiated fatigue cracks.
Directional Forging:
Grain flow parallel to raceways increases fatigue life by 30%.
Machinability:
Annealed hardness ≤229 HB for efficient gear cutting.
Lightweighting Strategies:
High-Strength Thin-Wall Designs:
Use bainitic steels (e.g., FB40) to reduce wall thickness 15% without compromising strength.
Flange Optimization:
Integrate mounting flanges into ring design (saving 20% weight vs. welded assemblies).
Heavy Load Slewing Bearing Characteristics
Multi-Roller Configurations: 3-row cylindrical rollers (95% radial load share) + 2-row balls (axial/moment).
Extreme Load Ratings: Up to 50,000 kN·m static moment capacity.
Reinforced Ribs: 30-50mm thick rib walls prevent ring distortion.
Preloaded Assemblies: Negative clearance designs eliminate operational backlash.
IP69K Sealing: Triple-lip seals with HNBR compounds.
Applications of Heavy Load Slewing Bearing
Mining: Bucket wheel excavators (20,000+ kN·m moments).
Offshore: Floating crane slew rings (F51 stainless variants).
Heavy Construction: Tunnel boring machine thrust bearings.
Energy: 10MW+ wind turbine yaw bearings.
Material Handling: Port crane boom foot bearings.
Price Influencing Factors
Material Cost: Duplex stainless (F51) costs 3.2x 42CrMo4.
Heat Treatment Depth: 8mm case depth adds 40% vs. 4mm.
Forging Complexity: Directional forging premiums (+25%).
Precision: Raceway profile tolerance ±0.05mm adds 30%.
Testing: Full-scale prototype testing (+15-20%).
Certifications: DNV-GL/API 8C adds 12-18%.
Heavy Load Slewing Bearing Supplier LYRADRIVE
LYRADRIVE engineers forged alloy steel slewing bearings (50Mn/42CrMo4) with 8-12mm case depths achieved via precision carburizing. Our patented -196°C cryo-treatment enhances microstructural stability, while directional grain flow forging extends L10 life by 35% under 20,000 kN·m loads. Bearings undergo 200% overload testing per ISO 17566.
Material selection for heavy load slewing bearings demands steel grade optimization (42CrMo4 for cost, 50Mn for wear), depth-specific hardening (5-8% roller diameter case depth), and microstructural control (retained austenite <15%). While premium materials add 20-50% to initial cost, they extend bearing life by 200-400% in applications like mining excavators or offshore cranes. Partnering with suppliers like LYRADRIVE ensures material science expertise translates into measurable ROI through reduced downtime and maintenance costs.