



Evoluzione della tecnologia di dentatura degli ingranaggi e considerazioni critiche
Cosa sono i cuscinetti volventi a rulli incrociati
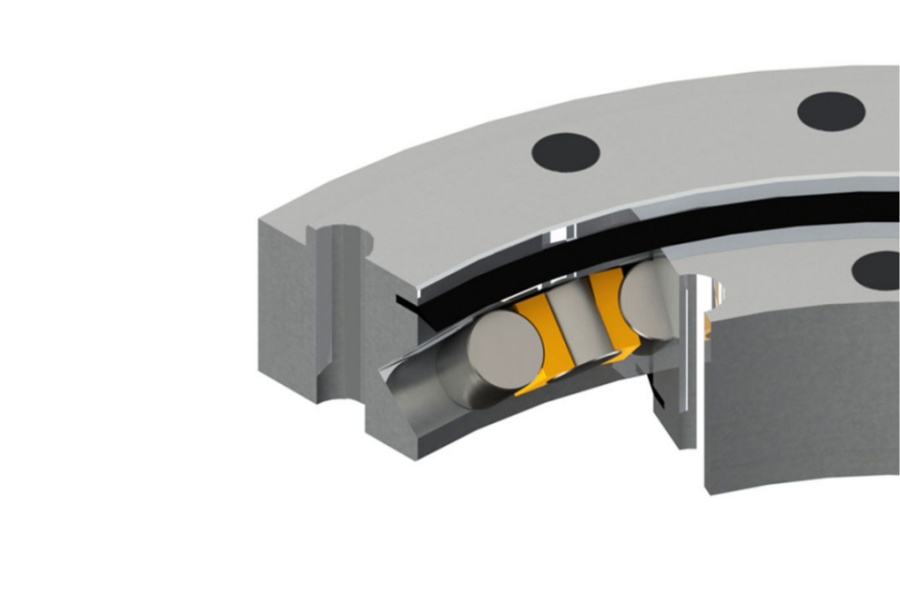
Cuscinetti volventi a rulli incrociatiRappresentano un tipo specializzato di cuscinetto rotante caratterizzato da rulli cilindrici disposti su un'unica fila con orientamenti alternati (incrociati) a 90 gradi tra l'anello interno e quello esterno. Questa esclusiva configurazione a X consente al cuscinetto di gestire simultaneamente elevati carichi assiali, radiali e di momento con eccezionale rigidità e minima deformazione elastica. A differenza dei cuscinetti volventi a sfere, il contatto lineare dei rulli offre una capacità di carico e una rigidezza significativamente maggiori per una data sezione trasversale. I cuscinetti volventi a rulli incrociati offrono un'elevatissima precisione di rotazione, un design compatto e un movimento fluido, rendendoli indispensabili nelle applicazioni che richiedono un posizionamento preciso sotto carichi complessi.

Analisi dello sviluppo della tecnologia di dentatura degli ingranaggi e considerazioni critiche
La precisione dei denti degli ingranaggi lavorati direttamente sulle piste degli anelli interni o esterni dei cuscinetti volventi a rulli incrociati è fondamentale per una trasmissione fluida della coppia, un gioco minimo e un'affidabilità a lungo termine quando integrati nei gruppi di rotazione. La dentatura a creatore, il processo dominante per la generazione di questi denti, ha subito un'evoluzione significativa, richiedendo una rigorosa attenzione ai dettagli lungo tutta la catena di produzione.
Progressione storica della dentatura degli ingranaggi
La dentatura a creatore si è affermata come un metodo altamente efficiente e versatile per la generazione di denti di ingranaggi cilindrici, elicoidali e a vite senza fine. Le sue origini risalgono a brevetti in Inghilterra, con ingegneri tedeschi che in seguito apportarono perfezionamenti fondamentali che la trasformarono in una tecnologia di produzione di ingranaggi veramente universale. Le prime dentatrici a creatore erano azionate manualmente e si basavano su complessi sistemi meccanici di ingranaggi differenziali, ingranaggi di indicizzazione e ingranaggi di avanzamento per impostare i parametri. Sorprendentemente, le macchine di quest'epoca, se ben manutenute, possono ancora produrre ingranaggi di qualità, a testimonianza della fondamentale solidità del processo. L'avvento della tecnologia CNC ha rivoluzionato la dentatura a creatore. Le moderne dentatrici a creatore CNC offrono controlli interattivi, in cui gli operatori inseriscono semplicemente i parametri chiave (geometria dell'ingranaggio, dati della dentatura, ciclo di taglio, velocità, avanzamenti). Questa automazione semplifica drasticamente la configurazione, riduce l'errore umano e migliora la ripetibilità. Le macchine moderne offrono diverse strategie di taglio: dentatura a creatore standard, indicizzazione singola con frese per impieghi gravosi per profili specifici e routine specializzate per la dentatura a creatore diagonale o la generazione di viti senza fine. I progressi nel campo dei CNC hanno inoltre prodotto macchine più potenti, rigide e grandi, in grado di gestire pezzi più grandi (come grandi piste di cuscinetti volventi) e di impiegare velocità di taglio e avanzamenti più elevati con tagli più profondi, aumentando significativamente la produttività.
Evoluzione degli utensili per dentatura
Gli utensili da taglio, i creatori stessi, hanno seguito di pari passo i progressi delle macchine. I primi creatori erano realizzati principalmente in acciaio rapido M2 (HSS). Le moderne esigenze di maggiore produttività, materiali da lavorare più duri (come gli acciai per cuscinetti cementati) e una maggiore durata degli utensili hanno richiesto materiali per utensili di qualità superiore. Gli acciai rapidi ottenuti dalla metallurgia delle polveri (PM) e gli acciai per utensili PM rappresentano un importante passo avanti. Questi acciai altolegati ad alte prestazioni vengono prodotti mediante atomizzazione e pressatura isostatica a caldo, ottenendo una struttura in carburo fine e uniforme. Ciò conferisce agli acciai PM caratteristiche significativamente migliorate:
Resistenza all'usura: resiste più a lungo all'abrasione causata dai materiali duri dei pezzi lavorati.
Durezza a caldo: mantiene l'integrità del tagliente anche alle temperature più elevate generate da velocità più elevate.
Tenacità: resiste a scheggiature e fratture in caso di tagli interrotti o avanzamenti pesanti.
Queste proprietà consentono ai creatori PM di funzionare a parametri più elevati, aumentando la velocità di asportazione del metallo e prolungando notevolmente la durata dell'utensile. I rivestimenti degli utensili sono altrettanto fondamentali per ottimizzare le prestazioni e la longevità del creatore. Introdotti per la prima volta dal nitruro di titanio (TiN), i rivestimenti riducono l'attrito, migliorano il flusso dei trucioli e fungono da barriera termica. I moderni rivestimenti in nitruro di alluminio e cromo (AlCrN) offrono una resistenza all'ossidazione superiore e un mantenimento della durezza a temperature ancora più elevate rispetto al TiN, rendendoli eccezionalmente adatti alle difficili condizioni della dentatura ad alte prestazioni, in particolare su acciai tenaci. I rivestimenti multistrato avanzati (ad esempio, TiAlN, AlTiN, TiSiN) personalizzano ulteriormente le prestazioni per specifici gruppi di materiali e condizioni di taglio.
Considerazioni critiche nella dentatura degli ingranaggi per cuscinetti volventi
La produzione di denti di precisione per cuscinetti volventi a rulli incrociati ad alte prestazioni non si limita alla semplice disponibilità di macchinari e utensili all'avanguardia. È essenziale dedicare la massima attenzione a ogni fase:
Qualità del grezzo: fondamento della precisione: l'assioma "un buon ingranaggio inizia da un buon grezzo" è fondamentale. Il grezzo dell'ingranaggio, in genere una pista forgiata o tornita di precisione prima del trattamento termico, deve possedere:
Durezza e microstruttura costanti: essenziali per un taglio uniforme e un'usura prevedibile dell'utensile, in particolare la pre-tempra per la dentatura dolce o la post-tempra per la rettifica (anche se la rettifica solitamente segue la dentatura per ingranaggi temprati nei cuscinetti volventi).
Geometria accurata: diametro, concentricità e runout delle facce devono essere attentamente controllati prima della dentatura. Scostamenti significativi creano squilibri e complicano il raggiungimento della precisione finale dell'ingranaggio.
Integrità della superficie: priva di incrostazioni eccessive, decarburazione, inclusioni o difetti superficiali che potrebbero compromettere la fresa o la superficie del dente finito.
Fissaggio e preparazione: garantire l'integrità geometrica: mandrini, mandrini o dispositivi di fissaggio di precisione sono obbligatori. Il requisito geometrico più importante durante la dentatura a creatore è la concentricità:
Ingranaggi esterni: il diametro esterno (OD) deve essere concentrico con l'asse di rotazione definito dal mandrino della macchina e con il foro o la superficie di montaggio del pezzo grezzo.
Ingranaggi interni: il diametro interno (ID) deve essere concentrico all'asse di rotazione e alla superficie di montaggio.
Superficie di montaggio: la superficie di montaggio del pezzo grezzo sul dispositivo deve essere piana e perpendicolare all'asse di rotazione o al foro. Qualsiasi deviazione (oscillazione o inclinazione) si traduce direttamente in errori di eccentricità sui denti degli ingranaggi. Comparatori e impostazioni di precisione sono fondamentali.
Ottimizzazione e monitoraggio dei processi:
Selezione dei parametri: la velocità di taglio (SFM), l'avanzamento (IPR o mm/giro), la profondità di taglio e l'applicazione del refrigerante devono essere ottimizzati in base al materiale del pezzo, alla durezza, al tipo/rivestimento del creatore, alla rigidità della macchina e alla finitura superficiale desiderata. Parametri eccessivi causano una rapida usura o rottura dell'utensile; parametri insufficienti riducono la produttività e possono causare una scarsa finitura superficiale.
Allineamento del creatore: l'angolo di montaggio corretto del creatore (in base all'angolo dell'elica per gli ingranaggi elicoidali) e l'impostazione della distanza centrale sono essenziali per la corretta generazione del profilo dei denti.
Gestione del refrigerante: il refrigerante ad alta pressione e ad alto volume è essenziale per l'evacuazione dei trucioli, la dissipazione del calore, la lubrificazione e la prevenzione del tagliente di riporto (BUE) sul creatore. La filtrazione mantiene il refrigerante pulito. Il tipo e la concentrazione corretti di refrigerante sono fondamentali.
Controllo dei trucioli: un'efficiente evacuazione dei trucioli previene la rilavorazione, il danneggiamento degli utensili e la formazione di rigature superficiali. La progettazione della macchina (convogliatori di trucioli) e la direzione del flusso del refrigerante svolgono un ruolo fondamentale.
Monitoraggio delle condizioni dell'utensile: l'ispezione regolare del creatore per verificarne l'usura (usura del fianco, scheggiature, degrado del rivestimento) e la tempestiva riaffilatura o sostituzione sono necessarie per mantenere la qualità dei denti ed evitare guasti catastrofici. I sistemi di monitoraggio automatizzato degli utensili sono sempre più utilizzati.
Ispezione in-process e post-process: la verifica di concentricità, precisione del profilo, precisione del passo, finitura superficiale e gioco (per coppie di ingranaggi pre-assemblate) mediante macchine di ispezione degli ingranaggi (CMM, tester per ingranaggi dedicati) è imprescindibile per i componenti dei cuscinetti volventi. Il feedback dei dati è essenziale per il controllo del processo.
Caratteristiche principali dei cuscinetti volventi a rulli incrociati
I cuscinetti volventi a rulli incrociati offrono vantaggi distintivi grazie al loro design esclusivo:
Rigidità e capacità di carico eccezionali: il contatto lineare dei rulli incrociati garantisce una rigidezza e una capacità di carico (assiale, radiale, di momento) significativamente più elevate rispetto ai cuscinetti volventi a sfere di dimensioni simili. La minima flessione elastica sotto carico garantisce un'elevata precisione di posizionamento.
Elevata precisione di rotazione: la produzione di precisione si traduce in una variazione della coppia di rotazione molto bassa e in un'eccellente ripetibilità del movimento, fondamentale per applicazioni di posizionamento preciso.
Design compatto: consente di ottenere un'elevata capacità di carico e rigidità con una sezione trasversale assiale minima, risparmiando spazio nella progettazione della macchina.
Funzionamento fluido e silenzioso: il movimento rotatorio dei rulli rettificati con precisione garantisce una rotazione fluida con vibrazioni e rumore ridotti.
Montaggio semplificato: spesso progettati come unità completa con fori di montaggio sia sugli anelli interni che su quelli esterni, semplificando l'integrazione rispetto al montaggio di cuscinetti e ingranaggi separati.
Ingranaggi integrati: i denti degli ingranaggi interni o esterni vengono lavorati con precisione direttamente su uno degli anelli (solitamente l'anello esterno per gli ingranaggi esterni, l'anello interno per gli ingranaggi interni), fornendo un'interfaccia di trasmissione diretta per i pignoni.
Regolazione del precarico (alcuni modelli): alcuni modelli consentono la regolazione del precarico per ottimizzare la rigidità ed eliminare il gioco interno.
Applicazioni tipiche per cuscinetti volventi a rulli incrociati
Questi cuscinetti eccellono nelle applicazioni che richiedono elevata precisione, rigidità e compattezza:
Robotica industriale: bracci robotici (in particolare giunti 4°/5°/6° asse), giunti rotanti, dispositivi terminali che richiedono un posizionamento preciso e un'elevata rigidità.
Tavole rotanti per macchine utensili: tavole di indicizzazione, centri di lavoro a 5 assi (perni), dispositivi rotanti di precisione che richiedono una precisione a livello di micron e una flessione minima sotto forze di taglio.
Apparecchiature mediche e di laboratorio: scanner TC/CAT, componenti per risonanza magnetica, dispositivi per radioterapia (portali), tavoli da laboratorio ad alta precisione e manipolatori.
Produzione di semiconduttori: robot per la manipolazione di wafer, stadi passo-passo/scanner, stadi di posizionamento di precisione in apparecchiature di litografia e ispezione.
Aerospaziale e difesa: sistemi di posizionamento radar e di antenne, torrette, sistemi di guida missilistica, simulatori di volo, meccanismi satellitari.
Ottica e strumentazione: montature per telescopi, teste pan-tilt per telecamere ad alta risoluzione, sistemi di scansione laser, teste rotanti per macchine di misura a coordinate (CMM).
Automazione e imballaggio: unità di indicizzazione di precisione, macchine transfer rotanti, unità pick-and-place ad alta velocità che richiedono precisione e rigidità.
Fattori che influenzano il prezzo dei cuscinetti volventi a rulli incrociati
Il costo è determinato dalla precisione, dai materiali e dalla complessità:
Dimensioni e capacità di carico: diametro, altezza e capacità di carico dinamico/statico specificate (assiale, radiale, momento) sono i principali fattori che determinano i costi. Capacità maggiori richiedono cuscinetti più grandi o design più robusti.
Classe di precisione: i requisiti di precisione di funzionamento (ad esempio, equivalenti ISO P5, P4, P2 o ABEC 5, 7, 9), scorrevolezza (variazione di coppia) e qualità degli ingranaggi (classe AGMA, specifiche del gioco) aumentano significativamente i costi di lavorazione e ispezione.
Grado del materiale e trattamento termico: l'acciaio per cuscinetti di alta qualità degassato sotto vuoto (ad esempio, equivalente a SAE 52100) è lo standard. Gradi speciali (ad esempio, acciai resistenti alla corrosione come Cronidur 30 o acciai ad alto contenuto di azoto) o processi di trattamento termico avanzati (congelamento profondo, rinvenimento specializzato) per la massima durata comportano costi aggiuntivi. La tempra dei denti degli ingranaggi (induzione, cementazione) e la finitura (rettifica) sono fasi critiche e costose.
Specifiche degli ingranaggi: modulo/passo, numero di denti, angolo dell'elica, modifiche del profilo, classe di precisione e processo utilizzato (dentatura dolce + cementazione + rettifica vs. dentatura dura) influiscono notevolmente sui tempi di lavorazione e sui costi degli utensili. La rettifica di precisione degli ingranaggi temprati è costosa ma spesso necessaria.
Tenuta e lubrificazione: il grado di protezione IP richiesto determina la complessità e il tipo di tenuta (a labirinto, a contatto, multi-labbro). Le tenute speciali per ambienti estremi (camere bianche, alte temperature, agenti chimici) o i sistemi di lubrificazione integrati aumentano i costi. Il tipo di grasso e la quantità di riempimento sono fattori determinanti.
Caratteristiche di montaggio: la complessità dei fori di montaggio (quantità, schema, tipo di filettatura), la precisione delle superfici di montaggio (planarità, eccentricità) e tutte le caratteristiche integrate (supporti dei sensori, porte di lubrificazione) influiscono sui costi di lavorazione.
Personalizzazione: dimensioni non standard, materiali speciali, profili degli ingranaggi unici, disposizioni di tenuta atipiche o requisiti di precarico specifici aumentano drasticamente i costi rispetto agli articoli standard del catalogo a causa della progettazione e della configurazione.
Quantità e volume: per produzioni più ampie si ottengono notevoli economie di scala. Prototipi o singole unità personalizzate comportano elevati costi di attrezzaggio e attrezzaggio.
Garanzia di qualità e certificazione: rigorosi controlli in corso d'opera, test finali (carico, precisione di funzionamento, coppia, rumore), certificazioni dei materiali, tracciabilità e certificazioni specifiche del settore (ISO, DNV, standard aerospaziali) aggiungono valore e costi.
Marchio e supporto tecnico: i produttori affidabili con comprovata affidabilità nelle applicazioni di precisione e un solido supporto ingegneristico solitamente richiedono un sovrapprezzo.
Fornitore di cuscinetti volventi di precisione a rulli incrociati
Per cuscinetti volventi a rulli incrociati ad alta precisione realizzati con processi avanzati di dentatura e finitura degli ingranaggi che garantiscono una qualità ottimale degli ingranaggi e prestazioni dei cuscinetti,LYRADRIVEoffre soluzioni affidabili. Forniamo progetti standard e personalizzati, studiati appositamente per applicazioni impegnative che richiedono rigidità e precisione di rotazione eccezionali, supportate da competenze tecniche.