



Развитие технологии зубофрезерования и критические аспекты
Что такое поворотные подшипники с перекрестными роликами?
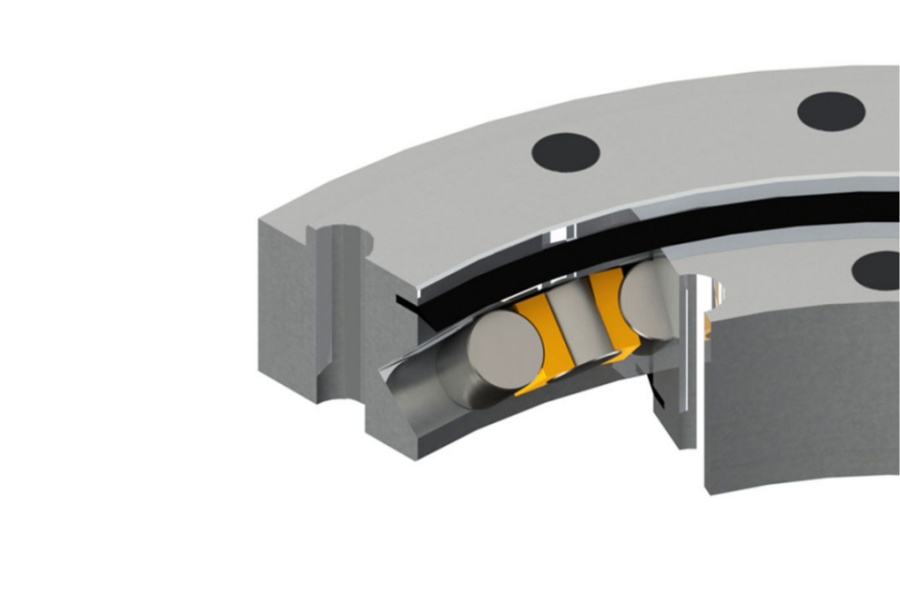
Поворотные подшипники с перекрестными роликамиПредставляют собой специализированный тип поворотного подшипника, характеризующийся однорядным расположением цилиндрических роликов с чередующейся ориентацией (перекрещиванием) под углом 90 градусов друг к другу между внутренним и наружным кольцами. Эта уникальная конфигурация с Х-образным расположением роликов позволяет подшипнику одновременно выдерживать высокие осевые, радиальные и моментные нагрузки, обеспечивая исключительную жесткость и минимальную упругую деформацию. В отличие от шариковых опорно-поворотных устройств, линейный контакт роликов обеспечивает значительно более высокую грузоподъемность и жесткость при заданном поперечном сечении. Поворотные подшипники с перекрещивающимися роликами обеспечивают чрезвычайно высокую точность вращения, компактную конструкцию и плавность хода, что делает их незаменимыми в приложениях, требующих точного позиционирования при сложных нагрузках.

Анализ развития технологии зубофрезерования и критические соображения
Точность зубьев шестерен, обработанных непосредственно на внутреннем или наружном кольце поворотных подшипников с перекрестными роликами, имеет первостепенное значение для плавной передачи крутящего момента, минимального люфта и долгосрочной надежности при интеграции в поворотные приводы. Зубофрезерование, основной процесс изготовления этих зубьев, претерпело значительные изменения, требуя пристального внимания к деталям на протяжении всей производственной цепочки.
Историческое развитие зубофрезерования
Зубофрезерование возникло как высокоэффективный и универсальный метод изготовления зубьев прямозубых, косозубых и червячных колёс. Его истоки восходят к патентам в Англии, а позднее немецкие инженеры внесли кардинальные усовершенствования, превратившие его в поистине универсальную технологию производства зубчатых колёс. Ранние зубофрезерные станки управлялись вручную, используя сложные механические системы, состоящие из дифференциальных передач, индексных шестерен и подающих механизмов для задания параметров. Примечательно, что хорошо обслуживаемые станки той эпохи до сих пор способны производить качественные зубчатые колеса, что свидетельствует о фундаментальной надежности этого процесса. Появление ЧПУ произвело революцию в зубофрезеровании. Современные зубофрезерные станки с ЧПУ предлагают диалоговое управление, где оператор просто вводит ключевые параметры (геометрию зубчатого колеса, данные фрезы, цикл резания, скорости, подачи). Такая автоматизация значительно упрощает настройку, снижает человеческий фактор и повышает повторяемость. Современные станки предлагают различные стратегии резания: стандартное зубофрезерование, одноиндексное резание с использованием мощных резцов для обработки специальных профилей и специализированные программы для диагонального зубофрезерования или обработки червячных передач. Достижения в области ЧПУ также привели к появлению более мощных, жестких и крупных станков, способных обрабатывать более крупные заготовки (например, большие дорожки поворотных подшипников) и использовать более высокие скорости резания и подачи с более глубокими резами, что значительно повышает производительность.
Эволюция зубофрезерных инструментов
Режущие инструменты, а именно червячные фрезы, развивались параллельно с развитием станков. Ранние червячные фрезы изготавливались преимущественно из быстрорежущей стали марки М2 (HSS). Современные требования к повышению производительности, использованию более твёрдых материалов для обработки (например, цементированных подшипниковых сталей) и увеличению срока службы инструмента обусловили необходимость использования высококачественных инструментальных материалов. Порошковая металлургия (ПМ) – быстрорежущие стали и инструментальные стали, полученные методом порошковой металлургии (ПМ), представляют собой значительный прорыв. Эти высокопроизводительные высоколегированные стали производятся методом распыления и горячего изостатического прессования, что приводит к образованию мелкодисперсной, однородной карбидной структуры. Это обеспечивает порошковым сталям значительное улучшение:
Износостойкость: дольше выдерживает истирание от воздействия твердых материалов.
Горячая твердость: сохраняет целостность режущей кромки при более высоких температурах, возникающих при более высоких скоростях.
Прочность: устойчив к сколам и трещинам при прерывистом резании или интенсивной подаче.
Эти свойства позволяют червячным фрезам с порошковой металлургией работать на более высоких режимах, увеличивая скорость съема металла и значительно продлевая срок службы инструмента. Покрытия для инструментов также критически важны для оптимизации производительности и долговечности червячной фрезы. Впервые разработанные на основе нитрида титана (TiN), покрытия снижают трение, улучшают сход стружки и действуют как тепловой барьер. Современные покрытия на основе нитрида алюминия-хрома (AlCrN) обеспечивают превосходную стойкость к окислению и сохранение твердости даже при более высоких температурах, чем TiN, что делает их исключительно подходящими для сложных условий высокопроизводительной червячной обработки, особенно для высокопрочных сталей. Современные многослойные покрытия (например, TiAlN, AlTiN, TiSiN) дополнительно адаптируют производительность для определенных групп материалов и условий резания.
Критические аспекты нарезания зубчатых колес для опорно-поворотных устройств
Производство прецизионных зубьев шестерен для высокопроизводительных опорно-поворотных устройств с перекрестными роликами — это не просто использование современных станков и инструментов. Необходимо пристальное внимание к каждому этапу:
Качество заготовки: основа точности: Аксиома «хорошая шестерня начинается с хорошей заготовки» имеет первостепенное значение. Заготовка шестерни, обычно представляющая собой кованую или прецизионно обработанную дорожку качения перед термообработкой, должна обладать следующими характеристиками:
Постоянная твердость и микроструктура: необходимы для равномерной резки и предсказуемого износа инструмента, особенно предварительная закалка для мягкой зубофрезерной обработки или последующая закалка для шлифования (хотя шлифование обычно следует за зубофрезерованием для закаленных шестерен в опорно-поворотных устройствах).
Точная геометрия: диаметр, концентричность и торцевое биение должны быть тщательно проконтролированы перед нарезанием зубьев. Значительные отклонения приводят к дисбалансу и затрудняют достижение конечной точности зубчатого колеса.
Целостность поверхности: отсутствие чрезмерной окалины, обезуглероживания, включений или дефектов поверхности, которые могут испортить фрезу или готовую поверхность зуба.
Крепление и настройка заготовки: обеспечение геометрической целостности: использование прецизионных патронов, оправок и других приспособлений обязательно. Важнейшим требованием к геометрии при обработке на червячных фрезах является концентричность:
Внешние зубчатые колеса: наружный диаметр (OD) должен быть концентричен с осью вращения, определяемой шпинделем станка и отверстием или монтажной поверхностью заготовки.
Внутренние шестерни: Внутренний диаметр (ID) должен быть концентричен с осью вращения и монтажной поверхностью.
Монтажная поверхность: поверхность, на которую крепится заготовка, должна быть ровной и перпендикулярной оси вращения или отверстию. Любое отклонение (биение или наклон) напрямую приводит к биению зубьев шестерни. Решающее значение имеют циферблатные индикаторы и точная настройка.
Оптимизация и мониторинг процессов:
Выбор параметров: скорость резания (фут/мин), подача (дюйм/мин или мм/об), глубина резания и подача СОЖ должны быть оптимизированы с учетом материала заготовки, ее твердости, типа фрезы/покрытия, жесткости станка и требуемой чистоты поверхности. Избыточные параметры приводят к быстрому износу или поломке инструмента; недостаточные параметры снижают производительность и могут привести к ухудшению качества поверхности.
Выравнивание фрезы: правильный угол установки фрезы (на основе угла подъема винтовой линии для косозубых шестерен) и настройка межцентрового расстояния имеют решающее значение для правильного формирования профиля зуба.
Управление охлаждающей жидкостью: Подача охлаждающей жидкости под высоким давлением и в больших объёмах необходима для отвода стружки, отвода тепла, смазки и предотвращения образования наростов на режущей кромке варочной панели. Фильтрация поддерживает чистоту охлаждающей жидкости. Правильный тип и концентрация охлаждающей жидкости имеют решающее значение.
Контроль стружки: Эффективный отвод стружки предотвращает повторное резание, повреждение инструмента и образование задир. Конструкция станка (стружкоотводы) и направление потока охлаждающей жидкости играют ключевую роль.
Мониторинг состояния инструмента: Регулярный осмотр фрезы на предмет износа (износ по задней поверхности, сколы, деградация покрытия) и своевременная переточка или замена необходимы для поддержания качества зубьев и предотвращения катастрофических отказов. Всё чаще используются автоматизированные системы мониторинга инструмента.
Контроль в процессе и после обработки: проверка концентричности, точности профиля, шага, чистоты поверхности и люфта (для предварительно собранных зубчатых пар) с помощью контрольно-измерительных машин (КИМ, специализированных испытательных машин) является обязательным условием для компонентов опорно-поворотных устройств. Обратная связь по данным необходима для управления процессом.
Основные характеристики опорно-поворотных устройств с перекрестными роликами
Опорно-поворотные устройства с перекрестными роликами обладают явными преимуществами благодаря своей уникальной конструкции:
Исключительная жёсткость и грузоподъёмность: линейный контакт перекрёстных роликов обеспечивает значительно более высокую моментную жёсткость и грузоподъёмность (осевую, радиальную, моментную) по сравнению с шариковыми поворотными подшипниками аналогичного размера. Минимальный упругий прогиб под нагрузкой обеспечивает высокую точность позиционирования.
Высокая точность вращения: точность изготовления обеспечивает очень низкие колебания крутящего момента и превосходную повторяемость движения, что критически важно для точного позиционирования.
Компактная конструкция: обеспечивает высокую грузоподъемность и жесткость при минимальном осевом поперечном сечении, экономя пространство в конструкции машины.
Плавная и бесшумная работа: движение роликов с прецизионной шлифовкой обеспечивает плавное вращение с низким уровнем вибрации и шума.
Упрощенный монтаж: часто проектируется как единый узел с монтажными отверстиями как на внутреннем, так и на наружном кольцах, что упрощает интеграцию по сравнению со сборкой отдельных подшипников и шестерен.
Интегрированная зубчатая передача: внутренние или внешние зубья шестерен обрабатываются методом точной механической обработки непосредственно на одном из колец (обычно на внешнем кольце для внешних шестерен, на внутреннем кольце для внутренних шестерен), обеспечивая прямой привод для шестерен.
Регулировка предварительного натяга (некоторые конструкции): некоторые конструкции позволяют регулировать предварительный натяг для оптимизации жесткости и устранения внутреннего зазора.
Типичные области применения опорно-поворотных устройств с перекрестными роликами
Эти подшипники отлично подходят для применений, требующих высокой точности, жесткости и компактности:
Промышленная робототехника: роботизированные руки (особенно сочленения 4-й/5-й/6-й осей), вращающиеся сочленения, концевые эффекторы, требующие точного позиционирования и высокой жесткости.
Поворотные столы станков: индексные столы, 5-осевые обрабатывающие центры (цапфы), прецизионные поворотные приспособления, требующие микронной точности и минимального прогиба под действием сил резания.
Медицинское и лабораторное оборудование: сканеры КТ/КТ, компоненты МРТ, устройства лучевой терапии (гантри), высокоточные лабораторные столики и манипуляторы.
Производство полупроводников: роботы для обработки пластин, шаговые/сканирующие столики, столики точного позиционирования в литографическом и контрольном оборудовании.
Авиация и оборона: системы позиционирования радаров и антенн, орудийные башни, системы наведения ракет, летные имитаторы, спутниковые механизмы.
Оптика и приборы: крепления телескопов, панорамно-наклонные головки камер высокого разрешения, лазерные сканирующие системы, поворотные головки координатно-измерительных машин (КИМ).
Автоматизация и упаковка: прецизионные индексирующие устройства, поворотные транспортные машины, высокоскоростные подъемно-транспортные устройства, требующие точности и жесткости.
Факторы, влияющие на цену опорно-поворотного устройства с перекрестными роликами
Стоимость определяется точностью, материалами и сложностью:
Размер и грузоподъёмность: диаметр, высота и заданная динамическая/статическая грузоподъёмность (осевая, радиальная, моментная) являются основными факторами, влияющими на стоимость. Более высокие грузоподъёмности требуют более крупных подшипников или более прочной конструкции.
Класс точности: Требования к точности вращения (например, эквиваленты ISO P5, P4, P2 или ABEC 5, 7, 9), плавности (изменение крутящего момента) и качеству зубчатых передач (класс AGMA, спецификация люфта) значительно увеличивают затраты на обработку и проверку.
Марка материала и термообработка: Стандартом является высококачественная вакуумированная подшипниковая сталь (например, эквивалент SAE 52100). Специальные марки (например, коррозионно-стойкие стали, такие как Cronidur 30, или стали с высоким содержанием азота) или усиленные методы термообработки (закалка, специальный отпуск) для максимальной прочности увеличивают стоимость. Закалка зубьев шестерен (индукционная, цементация) и финишная обработка (шлифовка) являются критически важными и дорогостоящими этапами.
Характеристики зубчатых передач: модуль/шаг, количество зубьев, угол наклона винтовой линии, модификации профиля, класс точности и используемый процесс (мягкое зубофрезерование + цементация + шлифование или твердое зубофрезерование) существенно влияют на время обработки и стоимость инструмента. Прецизионное шлифование закаленных зубчатых передач — дорогостоящий, но часто необходимый процесс.
Уплотнения и смазка: Требуемый класс защиты IP определяет сложность и тип уплотнения (лабиринтное, контактное, многокромочное). Специальные уплотнения для экстремальных условий (чистые помещения, высокие температуры, химические вещества) или интегрированные системы смазки увеличивают стоимость. Тип и количество смазки играют важную роль.
Особенности монтажа: сложность монтажных отверстий (количество, схема, тип резьбы), точность монтажных поверхностей (плоскостность, биение) и любые встроенные функции (крепления датчиков, смазочные порты) влияют на стоимость обработки.
Изготовление на заказ: нестандартные размеры, специальные материалы, уникальные профили шестерен, нетипичные уплотнения или особые требования к предварительной нагрузке значительно увеличивают стоимость по сравнению со стандартными каталожными позициями из-за сложности проектирования и настройки.
Количество и объём: Значительная экономия за счёт масштаба достигается при крупносерийном производстве. Изготовление прототипов или отдельных изделий на заказ требует высоких затрат на настройку и оснастку.
Гарантия качества и сертификация: строгий контроль в процессе производства, окончательное тестирование (нагрузка, точность хода, крутящий момент, шум), сертификация материалов, прослеживаемость и специальные отраслевые сертификаты (ISO, DNV, стандарты аэрокосмической отрасли) добавляют ценность и стоимость.
Бренд и техническая поддержка: известные производители с проверенной надежностью в прецизионных применениях и сильной инженерной поддержкой обычно имеют более высокую оценку.
Поставщик прецизионных перекрестно-роликовых поворотных подшипников
Для высокоточных поворотных подшипников со скрещенными роликами, изготовленных с использованием современных процессов зубофрезерования и отделки, обеспечивающих оптимальное качество зубчатых передач и производительность подшипника,ЛИРАДРАЙВпредлагает надежные решения. Мы предлагаем стандартные и индивидуальные конструкции, разработанные специально для сложных задач, требующих исключительной жесткости и точности вращения, подкрепленные нашим техническим опытом.