



Guida all'installazione dei cuscinetti volventi: padronanza delle procedure corrette
Che cosa è il cuscinetto orientabile
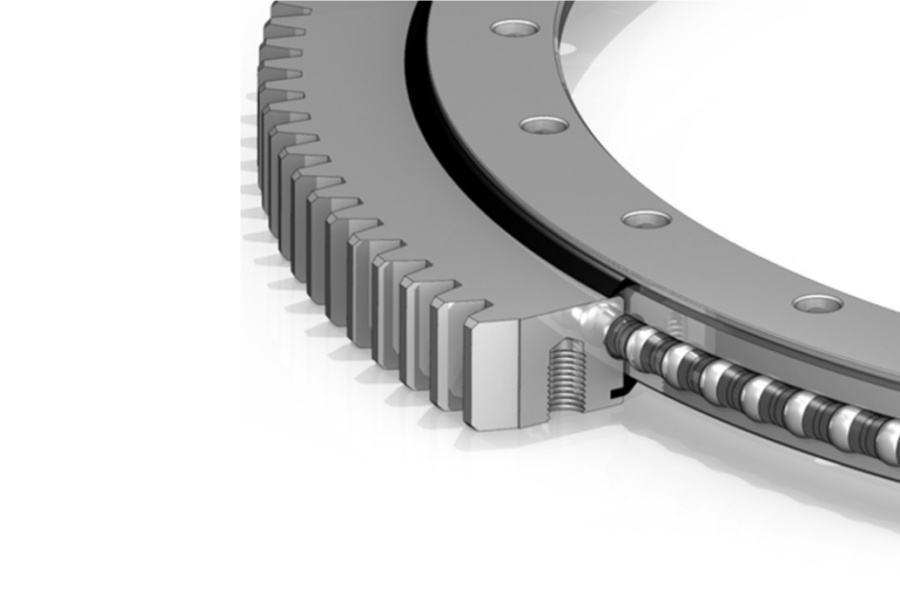
Cuscinetto di rotazioneÈ un componente rotazionale fondamentale, progettato per gestire carichi assiali, radiali e di momento combinati in macchinari pesanti. Dotato di fori di montaggio integrati e spesso di dentature, consente una rotazione di 360 gradi tra le sezioni strutturali di attrezzature come gru, escavatori e turbine eoliche. Le sue piste di rotolamento temprate e gli elementi volventi (sfere o rulli) richiedono un'installazione meticolosa per prevenire usura prematura, deformazioni o guasti catastrofici in condizioni di stress operativo.

Metodologia di installazione corretta passo dopo passo
Ispezione pre-installazione e preparazione della superficie
Verificare la documentazione: confrontare i dati della targhetta del cuscinetto (modello, numero di serie) con l'ordine di acquisto e il certificato del produttore.
Controllo visivo e funzionale: verificare la presenza di danni dovuti al trasporto (ammaccature, lacerazioni della guarnizione). Ruotare manualmente il cuscinetto: il movimento deve essere fluido, senza inceppamenti o rumori stridenti.
Requisiti della superficie di montaggio:
Tolleranza di planarità: ≤ 0,3 mm/m² (misurata con riga di precisione).
Rugosità superficiale: ≤ Ra 6,3 μm (finitura lavorata, senza segni di fresatura o sbavature).
Pulizia: rimuovere olio, grasso, schizzi di saldatura o corrosione utilizzando solventi non abrasivi.
Protocollo di posizionamento dei cuscinetti e serraggio dei bulloni
Orientamento della zona morbida: identificare la zona morbida contrassegnata con "S" (area non rinvenuta a causa del trattamento termico). Posizionarla all'interno del settore senza carico o con carico minimo (ad esempio, di fronte al braccio della gru).
Eliminazione delle lacune:
Posizionare il cuscinetto orizzontalmente sulla superficie di montaggio utilizzando imbracature in nylon.
Inserire uno spessimetro da 0,05 mm a intervalli di 100 mm.
Se sono presenti fessure >0,1 mm, installare spessori in rame ricotto (spessore 0,2–1,0 mm) sotto le fessure; non utilizzare mai vernice o stucco.
Specifiche del bullone:
Utilizzare solo bulloni nuovi ISO 898-1 grado 10.9 o 12.9.
Applicare Molykote G-Rapid Plus o un lubrificante antigrippaggio equivalente alle filettature.
Utilizzare rondelle piane in acciaio temprato (HRC 40–45); le rondelle elastiche sono severamente vietate.
Sequenza di serraggio:
Serrare i bulloni seguendo uno schema a stella al 30% → 60% → 100% della coppia finale in tre fasi.
Valore di coppia finale: 70–80% del limite di snervamento del bullone (ad esempio, 1.150 N·m per bullone M30 10.9).
Utilizzare una chiave dinamometrica idraulica calibrata con una precisione del ±3%.
Regolazione dell'ingranamento degli ingranaggi (per cuscinetti montati su ingranaggi)
Identificare la zona temprata: individuare i denti degli ingranaggi dipinti di verde/blu (che indicano la zona di massima durezza).
Imposta contraccolpo:
Posizionare uno spessimetro con spessore del modulo pari a 0,03–0,04 volte quello del modulo tra il pignone e i denti contrassegnati.
Esempio: Modulo 10 → gioco = 0,3–0,4 mm.
Regolare la posizione del pignone fino a quando non si avverte una leggera resistenza sul misuratore.
Convalida: ruotare manualmente il cuscinetto di ≥ 3 giri completi. Inceppamenti, resistenza irregolare o rumore indicano un accoppiamento non corretto.
Verifica e messa in servizio post-installazione
Rimozione dei detriti: pulire le piste di rotolamento, gli ingranaggi e i componenti adiacenti utilizzando panni privi di lanugine.
Controllo delle interferenze: verificare che ci siano 50 mm di spazio tra il cuscinetto e le linee/cavi idraulici.
Lubrificazione: iniettare grasso al litio complesso EP-2 nei denti degli ingranaggi fino a quando non fuoriesce l'eccesso.
Esecuzione di prova:
Alimentare il sistema a ≤ 10% del regime massimo di giri al minuto per 5 rotazioni.
Monitorare la coppia (dovrebbe essere stabile ≤ 15 N·m per cuscinetti con diametro di 1 m).
Ascoltare eventuali suoni anomali (ad esempio, sfregamento metallico = disallineamento).
Controllare le teste dei bulloni per verificare che non vi siano spostamenti del pennarello (che indichino un allentamento).
Caratteristiche critiche dei cuscinetti volventi
Capacità di carico: assiale: 500–10.000 kN; radiale: 250–5.000 kN; momento: 1.000–30.000 kN·m
Specifiche degli ingranaggi: denti rettificati (precisione DIN 6–7), durezza 55–60 HRC, modulo 6–30.
Tenuta: Guarnizioni a triplo labbro con composto HNBR/FKM (grado di protezione IP66).
Materiale: acciaio forgiato 42CrMo4/50Mn, temprato a 55±2 HRC.
Precisione: eccentricità radiale della pista di rotolamento ≤ 0,05 mm.
Applicazioni industriali
Gru mobili: gru montate su camion, gru fuoristrada e gru fuoristrada (Liebherr, Grove)
Escavatori: escavatori idraulici e da miniera da 20 a 800 tonnellate (CAT 6090, Komatsu PC8000)
Turbine eoliche: sistemi di imbardata (3–8 MW onshore/offshore)
Piattaforme aeree: piattaforme aeree da 40 m+ (JLG, Genie)
LINAC medici: portali per radioterapia
Determinanti del prezzo
Dimensioni e capacità di carico: i cuscinetti con diametro esterno >2 m costano da 2,5 a 4 volte di più rispetto alle unità da 1 m.
Qualità degli ingranaggi: gli ingranaggi rettificati aumentano i costi del 25-35% rispetto agli ingranaggi fresati.
Materiale: lega 42CrMo4 premium: 20–30% rispetto all'acciaio 50Mn.
Classe di precisione: tolleranza ISO P5: +15–20% rispetto a P6.
Tenuta: guarnizioni multi-labbro IP67: +10–15%.
Certificazione: certificazione bulloni EN 15048: +8–12%.
Fornitore dicuscinetti volventi
LYRADRIVEFornisce cuscinetti volventi certificati ISO 9001 con supporto ingegneristico specifico per l'installazione. I kit di tensionamento dei bulloni PRO-TORQ™ e l'analisi delle superfici di montaggio basata su analisi agli elementi finiti garantiscono una distribuzione ottimale del carico. I team di assistenza globali forniscono supervisione dell'installazione in loco e ottimizzazione del gioco, riducendo i guasti durante la messa in servizio del 40%.