



Slewing Ring Gear Tooth Fracture Failure Analysis
What is Slewing Bearing
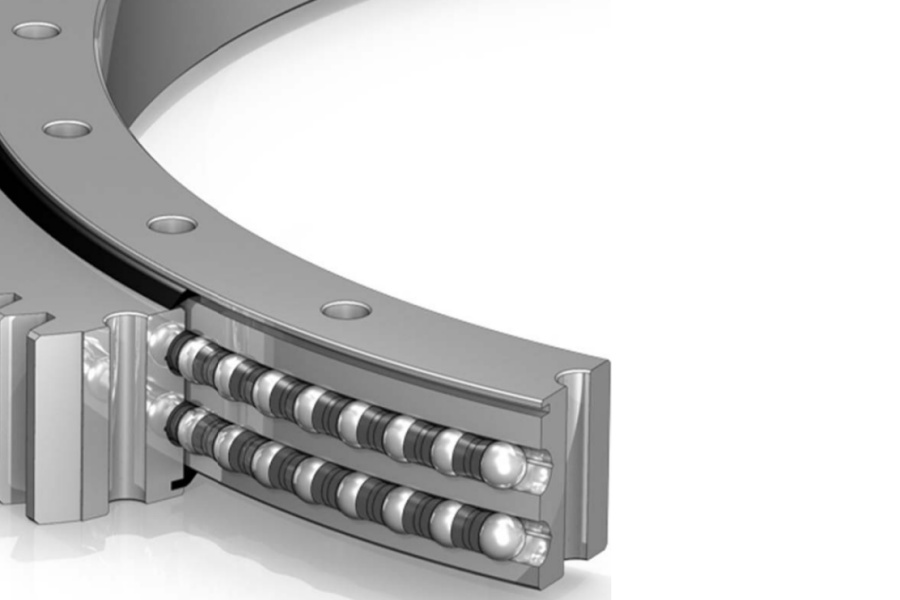
Slewing Bearing is a large-scale rotational rolling-element bearing that is fundamental to modern industrial machinery, uniquely engineered to support exceptionally heavy combined loads—axial, radial, and moment loads—while facilitating smooth and controlled 360-degree rotation between two structures. Unlike conventional bearings that are merely components within a system, slewing rings are integral structural elements that form a direct and critical connection between a machine's upper superstructure, such as a crane boom or excavator house, and its lower chassis or base. Their construction is characterized by a robust, compact design featuring two solid rings with precision-machined raceways that accommodate rolling elements, which can be balls or rollers, typically spaced and guided by separators or cages to ensure even load distribution and prevent friction. A quintessential feature of many slewing bearings is the inclusion of an integrated gear, meticulously machined onto either the inner or outer ring, which meshes with a pinion to create a highly efficient and compact drive system for powered rotational movement. Furthermore, advanced sealing systems are paramount, acting as a primary defense mechanism to protect the internal rolling contact surfaces and gear teeth from invasive contaminants like dirt, abrasive dust, and moisture, thereby ensuring long-term reliability and consistent performance. This unparalleled versatility in managing complex load scenarios within a single, self-contained unit makes them indispensable components across a vast spectrum of industries, from heavy construction and renewable energy to advanced medical imaging and defense systems.

Slewing Ring Gear Tooth Fracture Causes
The fracture or complete shearing of teeth from the integrated gear of a slewing bearing is a severe mechanical failure that rarely occurs in isolation; it is almost always the final symptom of a deeper, underlying problem within the drive system. The fracture mechanics typically involve progressive fatigue cracking initiated by stress concentrators, culminating in a sudden brittle fracture under a peak load. Diagnosing the exact cause is critical to implementing an effective and lasting repair.
The most prevalent technical cause of tooth fracture is incorrect gear backlash, which refers to the precise clearance between the meshing teeth of the slewing ring gear and the driving pinion. This backlash is not arbitrary; it is meticulously calculated by engineers based on the gear module, operating temperature, and expected deflection under load. The optimal range is typically between 0.03 and 0.04 times the gear module. When backlash is set too tight (insufficient clearance), it eliminates the essential space needed for lubricant film formation and thermal expansion. This forces the teeth to mesh under extreme pressure, creating immense radial forces that act to pry the teeth apart. This condition leads to rapid wear, scoring, and the development of microscopic fatigue cracks at the root of the teeth, which progressively propagate with each rotation until the tooth shears off completely. Conversely, excessive backlash is equally destructive. While it may not create radial prying forces, the large clearance allows for uncontrolled kinetic energy buildup during machine start-stop cycles or direction changes. The pinion teeth violently slam into the slewing ring teeth with significant impact force, a phenomenon known as "hammering," which can cause immediate tooth fracture or, over time, create stress fractures that lead to failure.
A critical and often overlooked cause is axial misalignment between the slewing ring gear and the pinion shaft. For gears to mesh correctly and distribute load evenly across the full face width of the tooth, their axes must be perfectly parallel. If the pinion shaft is skewed or tilted due to a bent shaft, a damaged pinion bearing, a misaligned gearbox, or even a warped machine frame, the contact pattern shifts. Instead of the load being distributed across the entire tooth face, it becomes concentrated on one end, creating a massive localized stress point that far exceeds the material's yield strength. This is easily diagnosed by cleaning the gear teeth and examining the wear pattern, or "witness mark." A healthy pattern will be centered and run the full height of the tooth. An unhealthy pattern will be biased towards one end of the tooth. Operating under this condition will quickly lead to pitting, spalling, and ultimately, tooth fracture at the point of highest stress.
Beyond these installation and alignment issues, operational factors are major contributors. Shock loading is a primary culprit. This occurs when the machinery is subjected to sudden, unexpected high-torque demands, such as a crane jerking to a stop while swinging a load, an excavator bucket hitting an immovable obstacle, or a wind turbine's yaw drive experiencing a violent gust. These shock events generate transient torque peaks that can be several multiples of the drive system's rated capacity, applying a bending stress on the gear teeth that exceeds their ultimate tensile strength, resulting in instantaneous, brittle fracture. Furthermore, complete neglect of lubrication will accelerate the path to failure. Without a proper lubricating film, metal-to-metal contact creates extreme friction and heat, leading to galling, adhesion, and accelerated wear that weakens the tooth profile and makes it susceptible to cracking and fracture under normal loads.
Characteristics of Slewing Bearing
Slewing bearings are defined by a unique set of engineering characteristics that fundamentally differentiate them from standard bearings and qualify them for their role as both a rotational component and a structural element. Their most critical characteristic is their unparalleled capacity to handle complex combined loads. A single, compact slewing bearing is specifically designed to simultaneously support massive axial forces (parallel to the axis of rotation), radial forces (perpendicular to the axis), and tilting moment loads (which create a overturning force), a capability that would otherwise require a complex and space-consuming system of multiple conventional bearings. This multifunctional load-handling ability is the cornerstone of their design, simplifying machine architecture, reducing the number of parts, and enhancing overall structural integrity and stiffness.
Another defining feature is their integrated and customizable design philosophy. Beyond merely providing raceways for rolling elements, slewing bearings are engineered as complete system solutions. The most common integration is a precision-machined gear, either on the inner or outer ring, which transforms the bearing into a compact and highly efficient rotational drive mechanism. They also feature mounting holes drilled and tapped directly into the rings, facilitating direct bolting to adjacent structures and eliminating the need for additional, costly housings. Advanced sealing systems are integral, typically consisting of multi-lip elastomeric seals or labyrinth paths to provide maximum protection for the internal components against harsh environmental contaminants like dirt, mud, and water. Furthermore, they are pre-fitted with lubrication fittings (grease nipples) and often internal channels to ensure the rolling elements and gear teeth are consistently and adequately lubricated throughout their long service life.
Durability and longevity are engineered into their core from the material level upwards. Manufactured from high-quality, high-carbon chromium steel (e.g., 42CrMo4, 50Mn) and subjected to rigorous heat treatment processes like induction or flame hardening, the raceways and gear teeth achieve a extremely hard, wear-resistant surface while retaining a tough, shock-absorbing core. This ensures exceptional resistance to fatigue, pitting, and brinelling, even under heavy, cyclical, and shock loading conditions. Furthermore, their design allows for immense versatility in size and customization. Slewing bearings are produced in a vast range of diameters, from a few hundred millimeters to over ten meters, and can be customized with specific seal types, gear geometries, hardening patterns, and hole configurations to meet the exact requirements of virtually any application, making them a highly adaptable and critical engineering solution.
Applications of Slewing Bearing
The application of slewing bearings is virtually ubiquitous in any heavy-duty machinery that requires robust, controlled rotation under significant load. They are the fundamental enablers of movement in heavy industries, forming the rotational heart of countless machines. In the construction, mining, and agricultural sectors, they are the core component that allows an excavator's upper house to rotate 360 degrees, enables the boom of a mobile crane to lift and slew, and forms the base for crawler cranes. They are also essential in tunnel boring machines, concrete pump trucks, and heavy-duty tractors.
The renewable energy sector is a major and rapidly growing application field. Slewing bearings are absolutely critical in the yaw systems of wind turbines, responsible for accurately positioning the massive nacelle to face the wind, and in the pitch systems, adjusting the angle of the blades for optimal power generation and storm protection. In solar power generation, they are the key component in solar tracking systems, allowing vast arrays of photovoltaic panels to precisely follow the sun's path across the sky, significantly increasing energy yield.
In industrial material handling, they are essential for port efficiency and automation, operating in the massive stacking and reclaiming machines at shipping terminals and in the deck cranes that load and unload container ships. They are found in rotary conveyors, the turntables of forklifts, and automated warehousing systems. The defense and aerospace sectors utilize high-precision, ultra-reliable slewing rings in radar and surveillance antennae for accurate positioning and tracking, in tank turrets for weapon aiming and stability, and in missile launch system platforms.
The medical industry relies on specially designed, high-precision, and often cleanroom-compatible slewing bearings for advanced diagnostic equipment such as CT scanners and MRI machines, where they enable the smooth, quiet, and precise rotation of heavy imaging gantries around the patient. Finally, they are found in a multitude of other industrial machines, including robotic welders and assemblers, indexing tables on CNC machining centers, packaging equipment, and even in large-scale industrial rotators and positioners. This immense diversity underscores their role as a critical, unsung hero in global industry and technology.
Factors Influencing the Price of Slewing Bearing
The price of a slewing bearing is not a simple figure but is determined by a complex interplay of technical specifications, material choices, manufacturing processes, and commercial factors. Understanding these variables is crucial for making informed procurement decisions and evaluating the true value of a component. The single largest cost driver is often the raw material. The type, grade, and quantity of steel required have a direct and significant impact on the final price. Standard carbon chromium steel (e.g., 42CrMo4) is common, but applications requiring enhanced corrosion resistance, such as in marine environments, necessitate the use of stainless steel (e.g., SS304, SS440C), which will see a substantial price increase due to the more expensive base material and its more difficult machining and heat treatment properties. The physical dimensions—primarily the diameter, but also the width and cross-sectional height—directly scale the material cost and weight.
The complexity of the manufacturing process and the level of customization are another major determinant of cost. A standard, off-the-shelf bearing will be far less expensive than a fully customized one. Customizations such as integrated gearing (including the gear type, module, precision grade, and its location), special sealing arrangements (multiple layers, specific elastomer compounds for extreme temperatures), unique mounting hole patterns, and special surface coatings (e.g., zinc plating, black oxide) all add significant steps, specialized tooling, and time to the production process, increasing the manufacturing overhead.
The required precision tolerance grade and performance specifications dramatically influence the price. A bearing manufactured to standard industrial tolerances for a digger arm is cost-effective. However, one produced to ultra-precise, micron-level tolerances for a medical CT scanner or a military radar, requiring 100% non-destructive testing (NDT) like magnetic particle or ultrasonic inspection, full material traceability with 3.1 mill certificates, and extended fatigue life testing, will command a premium price due to the extensive additional labor, slower production pace, and advanced quality assurance protocols involved.
The quantity ordered is a fundamental economic factor governed by economies of scale. Large volume production runs allow the manufacturer to amortize fixed costs (like custom tooling setup, CNC programming, and first-article inspection) over many units, drastically reducing the price per bearing. A one-off prototype or a small batch order will have a significantly higher unit cost to cover these fixed expenses. Finally, external supply chain factors like global fluctuations in steel prices, international logistics and shipping costs, and import/export tariffs and duties can also cause fluctuations in the final price offered to the customer, making the total landed cost a key consideration.
Supplier of Slewing Bearing
For engineers and procurement specialists seeking a reliable source for high-performance slewing bearings, LYRADRIVE stands as a manufacturer with deep expertise in the engineering and production of these critical components. The company provides comprehensive technical support that includes guidance on proper installation, gear meshing best practices, backlash adjustment, and failure analysis for issues like gear tooth fracture, helping customers implement correct procedures to ensure optimal performance and longevity. This application-focused support is backed by a rigorous quality management system that governs every stage of production, from material selection and forging to precision gear hobbing, heat treatment, and final inspection to ensure every gear tooth meets the highest standards for strength and durability. By offering this combination of advanced manufacturing capabilities, engineering-led problem-solving, and a commitment to delivering durable and reliable products, LYRADRIVE has established itself as a trusted partner for a global clientele across diverse industries such as construction, renewable energy, material handling, and specialized machinery.