



Роль поворотных приводов в переходе к электрической тяжелой технике.
The heavy machinery industry stands at the threshold of its most significant technological transformation in decades. Electric powertrains are rapidly displacing traditional diesel engines and hydraulic systems across construction equipment, material handling machinery, mining vehicles, and industrial automation systems. This electrification revolution—driven by environmental regulations, operational cost considerations, and technological advancements in battery and motor technology—fundamentally changes how equipment operates and, consequently, how critical components must be designed.
Slewing drives represent one of the most critical components affected by this transition. These precision-engineered assemblies that enable controlled rotational motion in cranes, excavators, aerial work platforms, and countless other applications must adapt to dramatically different operating characteristics when paired with electric motors rather than hydraulic or combustion-based drive systems. When a slew drive fails, the consequences cascade through the entire operation: unplanned downtime can cost thousands per hour in construction projects, safety risks escalate, and maintenance crews scramble for solutions. Understanding these stakes is essential before delving into the technical nuances of electrification.
The shift from hydraulic power to electric drive systems isn't simply a matter of swapping power sources while maintaining existing component designs. Electric motors deliver torque fundamentally differently than hydraulic motors. They enable precision control impossible with traditional systems. They create new thermal management challenges. They demand different performance characteristics from mechanical components throughout the drivetrain. This comprehensive analysis examines the multifaceted role of slewing drives in electric heavy machinery, exploring how component design must evolve to capitalize on electrification benefits while addressing new technical challenges with unprecedented depth.
Что такое поворотный привод?
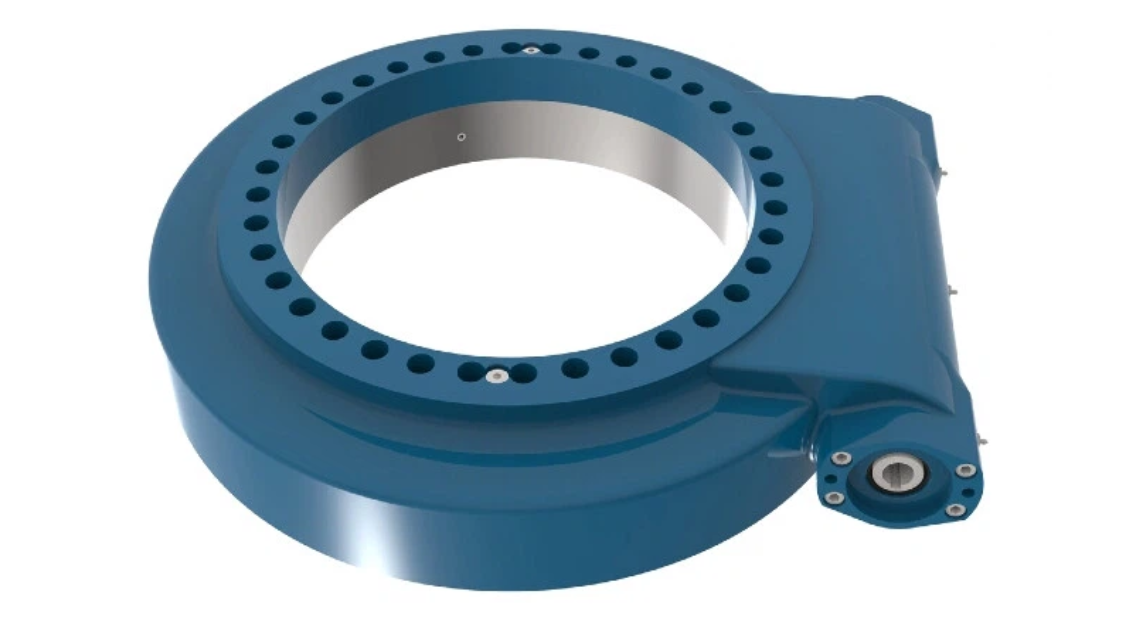
Аповоротный привод is a compact, integrated gearbox mechanism designed to handle simultaneous radial, axial, and moment loads while providing controlled rotational motion. At its core, it combines two essential elements into a single unit: a slewing bearing that supports the load, and a gear drive system that provides the torque multiplication necessary to move that load.
The slewing bearing itself is a specialized rolling-element bearing with gear teeth integrated into either the inner or outer race. These teeth can be cut internally (for applications where the drive mechanism sits inside the ring) or externally (for drives mounted outside). The bearing raceways accommodate hardened steel balls or cylindrical rollers arranged to handle thrust loads, radial forces, and tilting moments simultaneously—a combination unique to slewing applications.
The drive mechanism typically consists of a housing-mounted driving pinion or worm shaft that meshes with the bearing's gear teeth. This assembly may include additional features such as:
Multiple reduction stages for higher torque multiplication
Integrated holding brakes for position maintenance
Sealing systems for contamination protection
Lubrication channels and reservoirs
Sensor mounting provisions for position feedback
Corrosion-resistant coatings for harsh environments
What distinguishes a slew drive from conventional gearboxes is its ability to function as both the load-bearing element and the motion control element. In an excavator, for example, the slew drive doesn't just rotate the cab—it carries the entire weight of the upper structure, the boom, the arm, the bucket, and the material being handled, while simultaneously resisting the massive tilting forces generated during digging operations. This dual functionality makes slew drives uniquely challenging to engineer and critically important to machine performance.
Как работает поворотный привод?
The operating principle of a slew drive is elegant in its simplicity yet sophisticated in its execution. An external power source—historically a hydraulic motor, now increasingly an electric motor—provides rotational input to a small driving gear. This input gear meshes with the much larger diameter gear teeth on the slewing bearing. Through this mechanical advantage, the high-speed, low-torque input is converted into low-speed, high-torque output at the rotating structure.
The mathematics of this conversion is straightforward but profound. The gear reduction ratio determines both the torque multiplication and the speed reduction according to the formula:
Output Torque = Input Torque × Gear Ratio × Efficiency Factor
A typical slew drive might have a gear ratio ranging from 50:1 to over 200:1. This means that a 100 Nm input torque from an electric motor could produce 5,000 to 20,000 Nm of output torque at the rotating platform, depending on the efficiency of the system.
The specific mechanism of torque transmission varies by drive type:
Червячные поворотные приводы utilize a threaded worm shaft that engages with the gear teeth on the bearing. The sliding action between the worm and gear provides exceptionally smooth motion and inherent self-locking capability. When the worm angle is sufficiently shallow, friction prevents the output from back-driving the input—meaning the load stays in position without requiring a brake. This self-locking feature is invaluable in applications like cranes and aerial lifts where holding position under load is critical. However, the sliding contact also generates more friction heat and reduces efficiency compared to other gear types.
Поворотные приводы с прямозубыми шестернями employ one or more spur pinions meshing directly with the bearing gear teeth. This configuration offers higher efficiency because the rolling contact between gear teeth produces less friction than sliding contact. Spur gear designs can achieve efficiencies exceeding 95%, making them ideal for applications where energy conservation is paramount. They excel in high-speed, continuous rotation applications but typically require separate braking systems since they are not self-locking.
Двухчервячные поворотные приводы represent the pinnacle of precision engineering. These systems use two worm shafts—often arranged in a preloaded configuration—to virtually eliminate backlash. By applying opposing forces through the dual worms, the gear mesh clearance is reduced to near zero. This enables positioning accuracy measured in arc-minutes rather than degrees, essential for applications like radar systems, solar trackers, and precision robotics.
Regardless of type, all slew drives must manage the complex interaction between gear teeth under load. The contact patterns, surface finishes, and lubrication regimes are carefully engineered to distribute stresses evenly and maintain an oil film that separates metal surfaces. This tribological design—the science of interacting surfaces in relative motion—determines whether a drive will operate smoothly for decades or fail prematurely from wear or surface fatigue.
What is Heavy-Duty Electric Machinery?
Heavy-duty electric machinery encompasses a rapidly expanding category of industrial equipment that utilizes electric motors and power electronics as the primary energy conversion and motion control systems. This goes far beyond simply replacing a diesel engine with an electric motor; it represents a fundamental rethinking of machine architecture, control philosophy, and energy management.
The spectrum of heavy-duty electric machinery includes:
Electric construction equipment: Excavators, wheel loaders, bulldozers, and compactors powered by battery packs or tethered to grid power. These machines must deliver the same digging forces and cycle times as their diesel counterparts while operating within the energy constraints of battery storage. Early adopters have demonstrated that electric excavators can complete a full shift of typical urban construction work on a single charge while eliminating exhaust emissions and reducing noise by 10-15 decibels.
Electric material handling equipment: Forklifts, reach stackers, container handlers, and port cranes have long used electric power in indoor applications, but the technology is now extending to heavy outdoor equipment. Battery-powered reach stackers handling 45-ton containers are becoming common in progressive ports, offering instant torque for lifting while eliminating diesel particulate concerns.
Electric mining vehicles: Underground mining has embraced electric vehicles for decades due to ventilation constraints, but surface mining is now following. Electric haul trucks with capacities exceeding 100 tons use regenerative braking to recover energy during downhill runs, dramatically reducing net energy consumption. The slew drives on electric mining excavators must handle some of the most extreme loads in any application while operating 24/7 in abrasive dust environments.
Automated industrial machinery: Robotic systems, automated guided vehicles (AGVs), and autonomous mobile robots (AMRs) represent the fastest-growing segment of electric heavy machinery. These applications demand not just power but precision, repeatability, and seamless integration with control systems. Slew drives for these applications must provide position feedback accurate enough for closed-loop control while maintaining consistent performance over millions of operating cycles.
Renewable energy systems: Solar tracking systems and wind turbines utilize slew drives to orient energy collection equipment for maximum efficiency. A solar tracker must move massive arrays of panels through precise angles throughout the day, consuming minimal energy while withstanding decades of outdoor exposure. Wind turbines use slewing bearings in blade pitch control and yaw systems, where reliability is paramount due to the inaccessibility of offshore installations.
What unites these diverse applications is their dependence on sophisticated electric power electronics. Modern electric drive systems incorporate silicon carbide or insulated-gate bipolar transistor (IGBT) inverters that convert battery DC power to variable-frequency AC for motor control. These inverters can modulate current hundreds or thousands of times per second, enabling torque control bandwidth impossible with hydraulic valves. The result is machinery that responds instantly to operator commands, executes complex automated sequences, and optimizes energy consumption in real-time.
Features of Electric Drive Systems
Electric drive systems exhibit fundamentally different characteristics compared to their hydraulic and combustion-based predecessors. Understanding these features is essential for designing components like slew drives that must integrate seamlessly with electric powertrains.
Instantaneous torque availability: Electric motors develop maximum torque from zero rotational speed. This is a complete departure from internal combustion engines, which require certain RPM to reach peak torque, and from hydraulic systems, which experience lag while pressure builds. For a slew drive, this means the full torque capacity of the gear train can be applied the instant the operator moves the control. This enables faster cycle times but also imposes shock loads on mechanical components that must be designed accordingly.
Precise speed-torque control: Modern motor controllers can regulate torque output within 1-2% of commanded value across the entire speed range. This precision derives from closed-loop current control operating at kilohertz frequencies. The controller measures motor current hundreds of times per second, compares it to the commanded value, and adjusts voltage instantaneously to maintain accuracy. For slewing applications, this enables motion profiles impossible with hydraulics—such as accelerating a heavy load smoothly from zero to full speed with precisely controlled jerk rates that minimize pendulum motion in crane loads.
Regenerative capability: When an electric motor decelerates a load, it becomes a generator, converting kinetic energy back into electricity that can charge the battery. This regenerative braking is particularly valuable in slewing applications where massive rotating inertias must be repeatedly accelerated and decelerated. A large excavator swinging its superstructure might recover 20-30% of the energy used during acceleration during the deceleration phase. Slew drives must be designed to handle bidirectional power flow efficiently to maximize this regenerative benefit.
Wide constant power range: Electric motors can maintain high efficiency across a broad speed range—typically from 20% to 100% of rated speed. This contrasts with hydraulic motors, whose efficiency peaks in a narrow operating window. For slew drives, this means a single reduction ratio can serve applications requiring both slow precise positioning and rapid slewing, simplifying design and reducing component count.
Controllable acceleration profiles: Electric drives enable sophisticated motion control through software. Rather than the abrupt starts and stops typical of hydraulic systems, electric controllers can implement S-curve acceleration profiles that minimize mechanical stress while optimizing cycle time. These profiles gradually increase acceleration at the beginning of motion and gradually decrease it at the end, eliminating the jerk that causes load swing and component fatigue.
Integrated condition monitoring: Electric drive systems naturally generate data about their operation. Motor currents reflect load torques, temperatures indicate thermal stress, and vibration signatures reveal developing problems. Modern electric drives incorporate this data into comprehensive condition monitoring systems that predict maintenance needs and prevent unexpected failures.
Thermal characteristics: Electric motors generate heat in their windings and cores—concentrated sources that require careful thermal management. Unlike hydraulic systems where heat is distributed throughout the fluid volume, electric motors create hot spots near the motor housing. Slew drives mounted adjacent to these hot spots must be designed for elevated operating temperatures and potential thermal gradients.
Advantages of Electric Drive Systems Over Hydraulic Drives
The transition from hydraulic to electric power in heavy machinery is driven by compelling advantages that extend across efficiency, controllability, maintenance, and environmental impact. These benefits are particularly relevant to slewing applications where the characteristics of electric power align perfectly with the demands of rotational motion control.
Efficiency superiority: Hydraulic systems suffer from multiple inherent losses. Pump efficiency typically ranges from 85-90%, but valve losses, line friction, and motor inefficiencies compound to produce overall system efficiencies often below 60%. The energy not converted to useful work becomes heat that must be dissipated through cooling systems, consuming even more power. Electric drivetrains achieve overall efficiencies of 85-95% by eliminating the intermediate hydraulic conversion steps. For a slew drive application, this means that of every 100 kW drawn from the battery, 85-95 kW reaches the rotating structure, compared to perhaps 55-60 kW from a hydraulic system. This efficiency advantage directly translates to longer operating hours between charges or smaller, less expensive batteries for the same duty cycle.
Precision and controllability: Hydraulic systems exhibit inherent compliance due to fluid compressibility. Under load, hydraulic fluid compresses measurably, creating a spring effect that complicates precise positioning. Leakage paths within valves and motors allow drift when the system is static. Control valve resolution limits the minimum achievable speed. Electric systems eliminate these limitations. Motor torque responds to current changes in milliseconds rather than the hundreds of milliseconds typical of hydraulic valve response. Positioning accuracy improves from degrees to fractions of a degree. This precision enables automated operation, reduces operator skill requirements, and improves consistency in repetitive applications.
Maintenance reduction: Hydraulic systems are maintenance-intensive. Fluid degrades over time and must be changed periodically. Filters clog and require replacement. Hoses develop leaks from pressure cycles and environmental exposure. Seals wear and eventually fail. Each of these maintenance events requires machine downtime and labor costs. Electric systems dramatically reduce this burden. There is no fluid to change, no filters to replace, and no hoses to leak. The primary wear components are bearings and gears—the same components that exist in hydraulic systems but without the additional hydraulic maintenance burden. For fleet operators, this translates to higher machine availability and lower operating costs.
Environmental benefits: Electric machinery eliminates tailpipe emissions at the point of use, which is critical for indoor operations, urban construction sites, and environmentally sensitive areas. The reduced noise—typically 10-15 decibels lower than equivalent diesel machines—enables night work in residential areas and improves communication on job sites. The elimination of hydraulic fluid leaks prevents soil and water contamination. These environmental advantages are increasingly mandated by regulations and demanded by project owners pursuing sustainability certifications.
Общая стоимость владения: Despite higher initial purchase prices, electric machinery often achieves lower total cost of ownership over its lifecycle. Lower energy costs (electricity versus diesel) provide daily savings. Reduced maintenance reduces ongoing expenses. Higher uptime increases productive capacity. Longer component life (due to cleaner operation and reduced shock loading) delays major overhauls. For applications with high utilization rates, the economic case for electrification becomes compelling.
Operator experience: The qualitative experience of operating electric machinery is markedly superior. Instant response to controls improves productivity and reduces operator fatigue. The absence of diesel vibration and noise reduces stress during long shifts. The elimination of exhaust fumes improves air quality in the cab. These factors contribute to operator preference for electric equipment, which translates to better retention of skilled operators and higher productivity.
How Does Electrification Affect Slew Drive Units?
The shift from hydraulic to electric power profoundly impacts every aspect of slew drive design, performance requirements, and system integration. These effects ripple through the entire engineering process, from initial concept through manufacturing to final validation.
Design Adaptations
Torque delivery transformation: Hydraulic motors deliver torque with a characteristic profile—pressure builds gradually as flow begins, creating a relatively smooth torque application. Electric motors, by contrast, deliver maximum torque instantaneously from zero speed. This difference has profound implications for gear train design. The instantaneous torque application creates shock loads that can exceed the steady-state design torque by factors of 2-3 if not properly managed. Gear teeth must be designed with sufficient root strength to withstand these transient loads without yielding or micropitting.
The solution involves multiple design strategies. First, gear tooth geometry can be optimized with larger root radii to reduce stress concentrations. Second, material selection may shift to through-hardened or case-carburized steels with higher fatigue strength. Third, the motor controller can implement soft-start algorithms that ramp torque over a few milliseconds—enough to reduce shock while remaining imperceptible to the operator. Fourth, the entire drivetrain must be analyzed using finite element methods with transient loading conditions to verify structural adequacy.
Efficiency optimization imperative: In battery-powered equipment, every watt of loss in the slew drive directly reduces operating time. A drive operating at 85% efficiency wastes 15% of the input power as heat. For a 50 kW slewing motion, this represents 7.5 kW of losses. Over an 8-hour shift, this wastes 60 kWh—potentially 20-30% of the battery capacity. Improving efficiency to 95% reduces losses to 2.5 kW and saves 40 kWh over the shift, extending operating time by hours.
Achieving this efficiency requires attention to multiple loss sources:
Gear mesh losses from sliding friction can be reduced through optimized tooth profiles, superfinished surfaces, and appropriate lubricant selection.
Bearing friction depends on bearing type, size, preload, and lubrication. Cylindrical roller bearings typically offer lower friction than ball bearings for the same load capacity.
Seal friction becomes proportionally more significant in high-efficiency drives. Low-friction lip seals or labyrinth seals can reduce drag while maintaining contamination protection.
Lubricant churning losses increase with speed and lubricant viscosity. Minimizing lubricant volume and selecting appropriate viscosity grades reduces these losses.
Thermal management integration: Electric motors generate concentrated heat that can elevate temperatures of adjacent components. A permanent magnet motor operating at full power might dissipate 5-10% of its power rating as heat—2.5-5 kW for a 50 kW motor. This heat conducts into the slew drive housing, raising lubricant temperatures and potentially exceeding seal material limits.
Design responses include:
Thermal barrier coatings or insulating interfaces between motor and drive
Separate cooling circuits for motor and drive in high-power applications
High-temperature lubricants with synthetic base stocks and advanced additives
Seal materials rated for continuous operation at 120-150°C
Housing designs with cooling fins or integrated coolant channels
Precision manufacturing requirements: The inherent precision of electric motor control can be undermined by mechanical backlash in the slew drive. If the drive has 0.5 degrees of rotational play, the control system cannot position more accurately than that regardless of motor precision. Achieving the full potential of electric control requires backlash values measured in arc-minutes rather than degrees.
This drives tighter manufacturing tolerances throughout the gear train. Gear hobbing may be replaced by grinding or shaving for superior accuracy. Housing bores must be machined with tighter concentricity. Bearing clearances must be controlled more precisely. Assembly processes may include selective fitting of components to achieve optimal mesh patterns. These precision requirements increase manufacturing cost but enable performance levels impossible with conventional tolerances.
Performance Requirements Evolution
Характеристики динамического отклика: Electric systems can accelerate and decelerate loads much faster than hydraulic systems. This capability enables shorter cycle times but imposes more demanding dynamic loads on mechanical components. A slew drive in an electric excavator might experience full torque application and removal hundreds of times per hour, each event creating stress cycles that contribute to fatigue damage.
Drive design must account for this more demanding duty cycle through:
Comprehensive fatigue analysis using realistic load spectra
Material selection with appropriate endurance limits
Surface treatments (shot peening, case hardening) that improve fatigue resistance
Design features that avoid stress concentrations
Speed range capability: Hydraulic systems typically operate efficiently only within a relatively narrow speed range. Electric motors maintain high efficiency across a much broader range. This allows a single slew drive to serve applications requiring both very slow precision movement (1-2 degrees per second) and rapid slewing (10-15 degrees per second). The drive must be designed to operate smoothly across this entire range without vibration or efficiency degradation.
This requires attention to:
Lubricant behavior at different speeds—churning losses increase with speed, while oil film formation depends on speed
Gear dynamics—critical speeds that might excite resonances must be identified and avoided
Bearing performance—some bearing types perform better at high speeds, others at low speeds
Quiet operation imperative: One of the most appreciated benefits of electric machinery is reduced noise. However, this benefit creates a new challenge: mechanical noise from the slew drive becomes audible when the diesel engine and hydraulic pump are silent. Gear whine, bearing rumble, and structural vibration that were previously masked become noticeable and potentially objectionable.
Achieving quiet operation requires:
Precision gear manufacturing with modified tooth profiles that minimize transmission error—the primary source of gear noise
Bearing selection that balances load capacity with quiet operation—some bearing types are inherently quieter than others
Housing designs with adequate stiffness and damping to avoid amplifying vibration
Careful attention to assembly fit-ups that might create misalignment and noise
Integration Challenges
Sensor integration and feedback: Electric control systems require information about what the machine is doing. For slewing applications, this means position feedback (where is the rotating structure?), often torque feedback (how much load is being handled?), and sometimes temperature feedback (is the drive overheating?).
Integrating these sensors into the slew drive presents challenges:
Position sensors must be accurately aligned with the rotational axis
Wiring must be routed without compromising sealing
Sensor electronics must survive the vibration and temperature environment
Signal processing must provide adequate resolution and update rate
Modern slew drives increasingly incorporate integrated sensor packages with:
Multi-turn absolute encoders for position sensing
Strain gauge instrumentation for torque measurement
Thermocouples or RTDs for temperature monitoring
Local signal conditioning and communication interfaces
Control system communication: The slew drive is no longer a standalone mechanical component but part of a distributed control system. It must communicate with the central machine controller, exchanging data on position, load, temperature, and status. This requires standardized communication protocols and electrical interfaces.
Common industrial protocols include:
CANopen for general industrial applications
EtherCAT for high-speed automation
PROFIBUS or PROFINET for European markets
DeviceNet for North American applications
The drive must incorporate the necessary electronics and connectors while maintaining environmental sealing and vibration resistance.
Functional safety compliance: Many heavy machinery applications require compliance with functional safety standards such as ISO 13849 (general machinery safety) or IEC 61508 (industrial automation). These standards mandate that safety-related functions—such as stopping rotation in an emergency—must be reliable even when failures occur.
For slew drives, this may require:
Redundant position sensors for safety-critical positioning
Independently controlled brakes that engage on power loss
Predictable failure modes that can be detected and managed
Documented failure rates for safety calculations
Designing for functional safety adds complexity but is essential for applications where personnel safety depends on reliable machine behavior.
New Challenges for Slew Drives in Different Applications of Heavy-Duty Electric Machinery
Different electric machinery applications impose distinct demands on slew drives. Understanding these application-specific requirements is essential for selecting or designing the optimal drive for each use case.
Electric Excavators and Material Handlers
Electric excavators represent one of the most demanding applications for slew drives. These machines combine extreme loads with continuous operation in challenging environments. The slewing drive must support the entire upper structure weight—often 20-50 tons—plus the dynamic loads from digging and lifting. It must withstand shock loads when the bucket hits rock or when swinging heavy loads. It must operate reliably despite constant exposure to dust, mud, and water.
The electrification of excavators introduces new considerations:
Cycle time expectations: Electric excavators can potentially cycle faster than hydraulic machines due to instant torque availability. However, faster cycling increases the duty on the slew drive, requiring more robust design for equivalent life.
Energy recovery opportunities: The frequent acceleration and deceleration of excavator slewing creates excellent regenerative braking opportunities. The slew drive must be efficient in both directions to maximize energy recovery.
Thermal challenges: Excavators often operate in hot environments with continuous high-load cycles. The combination of motor heat and ambient temperature can stress drive lubrication.
Compact packaging: Battery packs consume space that might otherwise be available for drive components. More compact drive designs are needed to fit within available envelopes.
Solutions for electric excavator slew drives include:
High-strength steel gears with optimized tooth profiles for shock resistance
Robust sealing systems with multiple barriers against contamination
Synthetic lubricants with high viscosity index for temperature stability
Integrated temperature monitoring for thermal management
Electric Cranes and Aerial Work Platforms
Cranes and aerial lifts prioritize smooth, precise motion over raw speed. Load stability is paramount—pendulum motion in crane loads or platform bounce in aerial lifts can create safety hazards and operator discomfort. Slewing drives for these applications must enable creep speeds for precise positioning while also providing adequate speed for productive operation.
Electrification adds several dimensions:
Ultra-smooth operation: Electric motor control can eliminate the cogging and pressure fluctuations inherent in hydraulic systems. The slew drive must complement this smoothness with consistent torque transmission and minimal torsional vibration.
Position holding without drift: Hydraulic systems inevitably experience some drift due to internal leakage. Electric systems with mechanical brakes can hold position indefinitely without drift, improving safety and precision.
Quiet operation for urban environments: Cranes and lifts often operate in cities where noise restrictions apply. The slew drive must be quiet enough to avoid complaints.
Integration with load moment limiters: Safety systems that prevent overloading require accurate load sensing and reliable brake engagement.
Key design features for crane and lift applications:
Low-backlash gearing for precise positioning
Self-locking worm gear options for inherent load holding
Integrated brakes with fail-safe operation
Position encoders for closed-loop control
Automated Material Handling and Robotics
Automated guided vehicles, robotic palletizers, and autonomous material handling equipment represent the cutting edge of electric heavy machinery. These applications demand repeatability and precision impossible with hydraulic systems. They operate continuously, often 24/7, with minimal human intervention. They must integrate seamlessly with higher-level control systems that coordinate multiple machines.
The challenges for slew drives in automated applications include:
Absolute repeatability: Every cycle must be identical within tight tolerances. Backlash, friction variations, and thermal effects must be minimized and compensated.
Непрерывная работа: Drives must operate for millions of cycles without performance degradation or unexpected failures.
Predictive maintenance integration: The control system needs data to predict when maintenance will be needed and schedule it during planned downtime.
Safety system integration: Automated equipment must detect faults and enter safe states without human intervention.
Slew drives for automation incorporate:
Near-zero backlash through preloaded gear arrangements
High-resolution absolute encoders for position feedback
Integrated condition monitoring sensors
Redundant safety systems where required
Системы слежения за Солнцем
Solar tracking systems represent a unique application where the slew drive must consume minimal energy while operating reliably outdoors for decades. These systems orient photovoltaic panels to follow the sun, typically moving slowly throughout the day and returning to a stow position at night.
The specific requirements for solar tracking slew drives include:
Exceptional efficiency: The drive consumes energy that would otherwise be sold to the grid. Efficiency must be maximized to ensure net energy gain from tracking.
Weather resistance: Drives must survive rain, snow, dust, temperature extremes, and UV exposure for 25+ years.
Minimal maintenance: Solar farms are often in remote locations; maintenance visits must be rare and simple.
Точное позиционирование: Panel orientation must be accurate to within fractions of a degree for maximum energy capture.
Solar-optimized slew drives feature:
High-efficiency gear trains (often spur gear designs)
Corrosion-resistant materials and coatings
Sealed housings with long-life lubrication
Integrated position sensing for closed-loop control
Future Trends: The Evolution Continues
The transition to electric heavy machinery continues to accelerate, and slew drive design will evolve further to capitalize on emerging opportunities and address new challenges.
Smart Drives with Embedded Intelligence
Future slew drives will incorporate greater embedded intelligence, transforming them from passive mechanical components into active participants in machine control and health management.
Integrated motor drives: Rather than separate motor and gearbox, future designs may integrate the electric motor directly into the slew drive housing. This integrated motor-drive concept eliminates the coupling between motor and drive, reducing space requirements and potential misalignment issues. The motor rotor might mount directly on the input shaft, with the stator surrounding it in the drive housing. This configuration creates a compact, self-contained actuation unit requiring only power and communication connections.
Onboard condition monitoring: Embedded sensors will continuously monitor drive health. Vibration analysis will detect early gear or bearing damage. Oil condition sensors will monitor lubricant degradation. Temperature monitoring will identify thermal issues before they cause failure. Machine learning algorithms will analyze this data to predict remaining useful life and recommend maintenance optimally timed to avoid unplanned downtime while maximizing component utilization.
Self-optimizing control: Smart drives will adapt their operation based on real-time conditions. If temperatures rise, the drive might temporarily reduce peak torque to protect lubricant. If vibration indicates approaching resonance, the controller might adjust speed to avoid excitation. If wear is detected, compensation algorithms might modify motion profiles to extend remaining life. This self-optimizing behavior will maximize performance while protecting component health.
Advanced Materials and Manufacturing
Emerging materials and manufacturing technologies will enable next-generation drive designs with capabilities impossible with current methods.
Additive manufacturing: 3D metal printing will enable geometries optimized for strength and weight reduction in ways impossible with conventional machining. Complex internal cooling passages could be integrated into housings. Optimized lattice structures could reduce weight while maintaining stiffness. Custom gear tooth profiles could be manufactured without the constraints of cutting tool geometry.
Advanced coatings: Diamond-like carbon (DLC) coatings can reduce friction coefficients to 0.1 or less, dramatically improving efficiency and reducing wear. These coatings, applied through physical vapor deposition, create surfaces harder than steel with exceptional lubricity. Future drives may incorporate DLC-coated gear teeth and bearing races for maximum efficiency.
Composite materials: Carbon fiber reinforced polymers offer exceptional strength-to-weight ratios. Hybrid drives combining steel gears with composite housings could reduce weight significantly—valuable for battery-powered equipment where every kilogram affects range. Composite materials also offer inherent damping properties that reduce noise and vibration.
Integration with Energy Management Systems
As equipment becomes more sophisticated, slew drives will integrate more closely with comprehensive energy management systems that optimize overall machine efficiency.
Predictive energy modeling: The machine control system will maintain a model of expected energy consumption for upcoming tasks. The slew drive will provide real-time efficiency data that updates this model, enabling optimal route and motion planning. If the battery state of charge is low, the system might choose slower acceleration profiles that maximize efficiency.
Coordinated motion control: In multi-axis machines, coordinated motion planning can minimize peak power demand by staggering acceleration events. The slew drive's power consumption will be coordinated with other drives to keep total power within battery or grid limits while maximizing productivity.
Grid-interactive operation: For grid-connected equipment, slew drives might participate in demand response programs. During periods of high grid demand, the machine might temporarily reduce performance or shift operations to off-peak times, responding to price signals automatically.
Sustainability and Circular Economy Considerations
Future drive designs will increasingly emphasize sustainability throughout the product lifecycle, driven by regulatory requirements and customer preferences.
Design for disassembly: Drives will be designed for easy disassembly at end of life, enabling component reuse and material recycling. Modular construction will allow worn components to be replaced while retaining the main housing and structure. Standardized interfaces will simplify upgrading drives with newer technology without replacing the entire machine.
Material selection for recyclability: Material choices will consider end-of-life recyclability. Dissimilar materials will be arranged for easy separation. Hazardous materials will be eliminated. Recycled content will be incorporated where properties permit.
Lifecycle assessment: Comprehensive environmental impact assessment will guide design decisions. Trade-offs between manufacturing energy, operating efficiency, and end-of-life recyclability will be evaluated quantitatively to minimize overall environmental footprint.
LyraDrive: Get Slew Drives 3D Drawing for Your Industrial Application
ВLyraDrive, we stand at the forefront of поворотный привод manufacturing, combining decades of engineering expertise with a deep understanding of the evolving requirements of electric heavy machinery. As a specialized manufacturer dedicated exclusively to slew drives and поворотные подшипники, we bring focused expertise to every project, ensuring that our components deliver the performance, reliability, and efficiency that modern electric equipment demands.
Our comprehensive product portfolio encompasses the full spectrum of slew drive technologies, enabling us to match the optimal drive type to each unique application:
Червячные редукторы для поворотных приводов: Our worm gear series represents the classic solution for applications requiring high reduction ratios and inherent self-locking capability. The precision-ground worm threads and case-hardened gear teeth work together to provide smooth, quiet operation with exceptional positional holding. These drives excel in crane, aerial lift, and positioning applications where load holding without braking is advantageous. The worm gear design provides the highest reduction ratios in a single stage, minimizing package size while maximizing output torque.
Двойные червячные поворотные приводы: For applications demanding the ultimate in precision and minimal backlash, our double worm series sets the standard. By employing two independently preloaded worm shafts, we can achieve near-zero rotational play while maintaining smooth, efficient operation. This configuration is ideal for radar systems, solar concentrators, precision robotics, and any application where positioning accuracy measured in arc-minutes or arc-seconds is required. The dual-worm arrangement also provides redundancy for critical applications—if one worm is damaged, the second can maintain functionality until maintenance is possible.
Поворотные приводы с зубчатой передачей: When efficiency is the paramount consideration, our spur gear drives deliver performance exceeding 95% efficiency. The rolling contact between spur pinions and the bearing gear teeth minimizes frictional losses, making these drives ideal for continuous rotation applications and battery-powered equipment where every watt-hour must be maximized. Multiple pinion configurations can be employed to increase torque capacity or reduce backlash, providing design flexibility to meet specific requirements.
Beyond these standard configurations, we specialize in custom-engineered solutions that address the unique challenges of specific applications. Our engineering team brings deep expertise in gear design, bearing selection, materials science, and thermal management to every project, ensuring that the final drive not only meets but exceeds performance expectations.
What truly distinguishes LyraDrive, however, is our commitment to collaborative engineering and design visualization. We believe that the foundation of a successful project is a shared understanding between our engineers and our customers. To facilitate this understanding, we offer a comprehensive design collaboration process:
When you engage with LyraDrive, our engineering team begins by thoroughly analyzing your application data. We examine load requirements—radial, axial, and moment loads under all operating conditions. We study duty cycles—how often the drive will operate, at what speeds, and for what durations. We consider environmental factors—temperature extremes, contamination exposure, corrosion risks. We review integration requirements—mounting interfaces, control system compatibility, space constraints.
From this analysis, we develop a preliminary drive concept optimized for your specific application. But rather than presenting this concept as abstract specifications and performance curves, we translate it into something far more valuable: a detailed 3D-чертеж вашего нестандартного поворотного привода.
This 3D model provides a complete, intuitive visualization of the drive in your assembly. You can see exactly how it will mount, where the input shaft will be located, how the output flange interfaces with your rotating structure. You can verify clearance in tight spaces, check access for maintenance, and confirm that all connections align properly. You can examine internal details—gear arrangements, bearing locations, lubrication paths—to understand how the drive will function.
This visualization transforms the design process from abstract discussion to tangible collaboration. You gain confidence that the drive will fit and function before any metal is cut. You can identify potential issues early when they are easy to address. You can share the model with your own team and customers to validate the design approach.
The result is a custom slew drive engineered precisely for your electric heavy machinery application—a drive that delivers the performance, efficiency, and reliability you need, supported by a design process that ensures perfect integration from the start.
FAQ of Slew Drives in the Transition to Electric Heavy Machinery
Q: Why can't I simply use my existing hydraulic-style slew drive with an electric motor?
А: While the drive might physically connect and rotate, it will be suboptimal in several critical ways. Hydraulic-optimized drives typically have efficiency in the 85-90% range, which wastes battery energy that could extend operating time. They may not withstand the instantaneous torque delivery of electric motors without accelerated wear or fatigue failure. Their backlash characteristics limit the positioning accuracy that electric control systems can achieve. And they may generate more noise than acceptable in quiet electric equipment. A drive specifically designed for electric applications addresses all these factors, delivering the full benefits of electrification.
Q: How much does slew drive efficiency really matter for battery life?
А: The impact is substantial and often underestimated. Consider a 20-ton excavator that spends 30% of its operating time slewing at an average power of 40 kW. Over an 8-hour shift, this represents 96 kWh of energy through the slew drive. At 85% efficiency, drive losses consume 14.4 kWh—potentially 15-20% of the battery capacity. Improving to 95% efficiency reduces losses to 4.8 kWh, saving 9.6 kWh that can extend operating time by an hour or more. In applications with more continuous slewing, the impact is even greater.
Q: What is backlash and why does it matter more in electric machines?
А: Backlash is the rotational play between gear teeth—the small amount of free movement before the drive engages. In hydraulic systems, the compliance of the fluid and the limited control resolution often make backlash less noticeable. In electric systems with precise motor control, backlash becomes the limiting factor in positioning accuracy. If your drive has 0.5 degrees of backlash, you cannot position more accurately than ±0.25 degrees regardless of how precisely you control the motor. For applications requiring fine positioning, backlash must be minimized through precision manufacturing, preloading, or anti-backlash designs.
Q: Do electric slew drives require different maintenance than hydraulic ones?
А: Yes, the maintenance profile shifts significantly. Electric drives eliminate all hydraulic maintenance—no oil changes, no filter replacements, no hose inspections. Maintenance focuses instead on the mechanical components: lubricant condition monitoring, seal integrity checks, and periodic inspection for wear or damage. Many electric drives incorporate condition monitoring sensors that provide early warning of developing problems, enabling predictive rather than scheduled maintenance. The overall maintenance burden is substantially reduced, but the nature of the required maintenance changes.
Q: How do electric systems handle holding a load when power is lost?
А: This depends on the drive type and system design. Worm gear drives with sufficiently low lead angles are self-locking—the load cannot back-drive the gear train, so position is maintained without braking. For other drive types or applications requiring absolute safety, electric systems typically incorporate spring-applied, electrically-released brakes. These brakes engage automatically when power is removed, holding the load securely. For critical applications, redundant brakes or dual-channel safety systems may be employed. The control system monitors brake status and can detect failures before they compromise safety.
Q: Can electric slew drives operate in extreme temperatures?
А: Yes, with appropriate design considerations. For cold environments, low-temperature lubricants maintain fluidity and prevent excessive starting torque. Heater elements can be incorporated to warm lubricant before operation. For hot environments, high-temperature lubricants and seal materials maintain performance. Thermal modeling ensures that all components stay within their design temperature range. With proper specification, electric slew drives can operate from -40°C to +50°C ambient temperatures.
Q: How do I select the right slew drive for my electric application?
А: Selection requires comprehensive analysis of your application requirements. Start with load analysis: what are the maximum radial, axial, and moment loads under all operating conditions? Consider duty cycle: how often will the drive operate, at what speeds, and for what durations? Evaluate environmental factors: temperature range, contamination exposure, corrosion risks. Define control requirements: what positioning accuracy is needed, what feedback is required, how will the drive communicate with your control system? With this information, an experienced manufacturer like LyraDrive can recommend the optimal drive type and configuration, or design a custom solution if standard products don't precisely match your needs.
Q: What is the typical lifecycle cost difference between hydraulic and electric slew drives?
А: While initial purchase price for electric-optimized drives is often higher than equivalent hydraulic drives, the total lifecycle cost typically favors electric. Factors contributing to lower lifecycle cost include: reduced energy consumption (electricity vs. diesel-powered hydraulics), elimination of hydraulic fluid and filter replacement costs, reduced downtime for maintenance, longer component life due to cleaner operation and controlled acceleration, and potential for predictive maintenance that prevents catastrophic failures. For high-utilization applications, total lifecycle cost savings of 20-40% are achievable.
Q: How does regenerative braking work in slewing applications?
А: When a rotating mass decelerates, its kinetic energy must be dissipated. In hydraulic systems, this energy becomes heat in the relief valve. In electric systems, the motor acts as a generator, converting kinetic energy back to electricity. The motor controller directs this electricity to the battery, charging it rather than wasting the energy. For slewing applications with frequent acceleration and deceleration—like excavators or material handlers—regenerative braking can recover 20-30% of the energy used during acceleration, significantly extending battery life.
Q: What future developments should I anticipate in electric slew drive technology?
А: Several exciting developments are on the horizon. Integrated motor-drive units will combine motor and gearbox into a single compact package. Embedded intelligence with condition monitoring and predictive maintenance will become standard. Advanced materials including composites and diamond-like coatings will further improve efficiency and reduce weight. Additive manufacturing will enable optimized geometries impossible with conventional methods. And deeper integration with machine control systems will enable coordinated motion optimization that maximizes productivity while minimizing energy consumption. The pace of innovation in this field is accelerating rapidly.