



Как контролировать деформацию в литых деталях корпуса поворотного привода
Введение
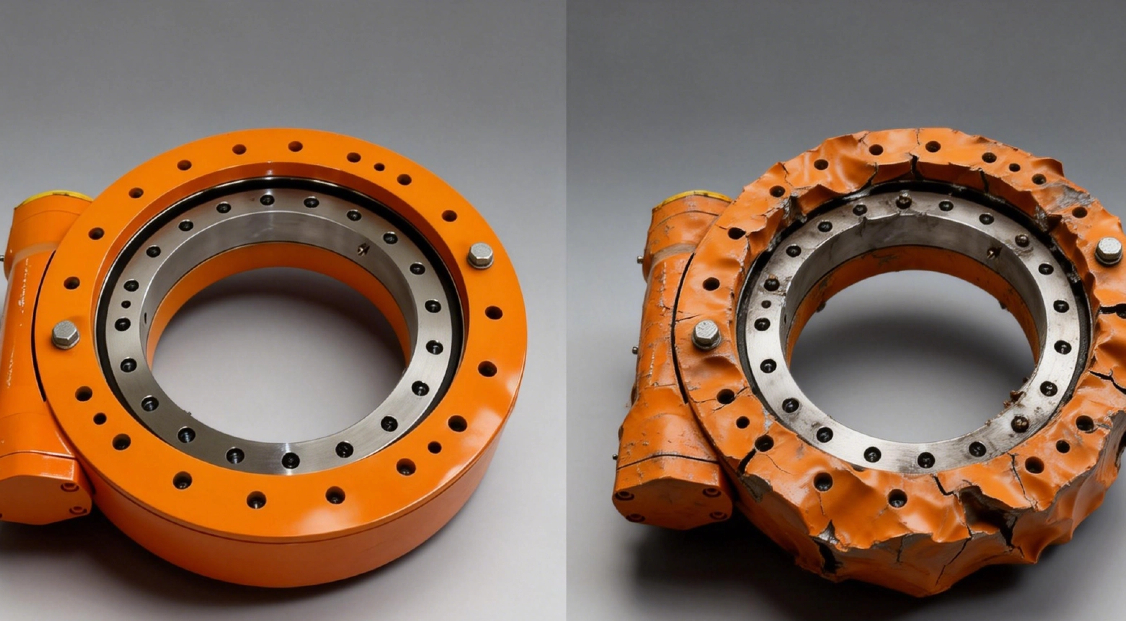
Выполнениеповоротный приводСистема, обеспечивающая необходимое вращение оборудования, от кранов до солнечных трекеров, опирается на прочный фундамент. Этот фундамент — это...корпус литьеДаже незначительная деформация корпуса может привести к смещению шестерен, повышенному износу, шуму и преждевременному выходу из строя. Контроль такой деформации — это не просто этап производства, а фундаментальный принцип обеспечения надежности и долговечности. В этой статье объясняется, что вызывает деформацию корпуса, и описываются систематические методы, используемые для ее предотвращения и контроля, что гарантирует работоспособность всей системы.
Что такое поворотный привод?
Аповоротный приводЭто компактный интегрированный редуктор, обеспечивающий контролируемое вращение с высоким крутящим моментом для тяжелой техники. Он сочетает в себе в себеповоротный подшипник(для работы с массивными осевыми, радиальными и наклонными нагрузками) средуктор(подобно червячной или прямозубой шестерне) в едином блоке. Такая конструкция эффективно выдерживает большие нагрузки, обеспечивая при этом мощное вращение на низкой скорости, что делает ее незаменимой для таких применений, как...экскаваторы, ветряные турбины и погрузочно-разгрузочное оборудование.
Из каких компонентов состоит поворотный привод?
Чтобы понять важнейшую роль жилого корпуса, полезно знать, какие ключевые элементы он защищает и выравнивает:
Поворотный подшипник:Крупный подшипник с внутренним или внешним зубчатым кольцом.
Червячная или ведущая шестерня:Ведущая шестерня, которая входит в зацепление с зубчатым кольцом подшипника, создавая вращение.
Жилье:Конструктивный корпус, который закрывает все детали, обеспечивает точки крепления и поддерживает точное выравнивание.
Уплотнения:Сохраняет смазку и предотвращает попадание загрязнений.
Двигатель и тормоза:Источник питания и механизм безопасности.
Какие факторы вызывают деформацию литых деталей корпусов поворотных приводов?
Деформация происходит, когда внутренние напряжения изменяют форму корпуса. Эти напряжения возникают на трех основных этапах:
Факторы, связанные с проектированием
Неравномерная толщина стенок:Участки разной толщины остывают с разной скоростью. Более быстро остывающие тонкие участки могут деформироваться и коробиться, тогда как более медленно остывающие толстые участки могут вызывать растяжение и коробление.
Недостаточная поддержка:Большие плоские поверхности или пролеты без опоры обладают недостаточной жесткостью и склонны к деформации при охлаждении и под нагрузкой.
Сложные формы:Геометрии с неравномерным распределением массы более подвержены неравномерному сжатию.
Факторы процесса литья
Проектирование пресс-форм:Если форма неточно учитывает свойства металлакоэффициент усадкиВ итоге, готовая деталь окажется неправильного размера и формы.
Контроль процесса заливки и охлаждения:Неравномерныйтемпература заливкиили неконтролируемыйскорость охлаждениясоздают внутренние перепады температуры, что приводит к неравномерному сокращению и напряжению.
Проблемы, связанные с песчаными кернами:При литье в песчаные формы смещение или ослабление внутренних песчаных стержней может вызывать колебания толщины стенок.
Факторы, влияющие на процесс литья после его завершения.
Термическая обработка:Высокие температуры, используемые для снятия напряжений или закалки, могут вызвать новые деформации, если деталь нагревается неравномерно или не имеет надлежащей опоры.
Напряжения при механической обработке:Удаление большого количества материала в процессе окончательной механической обработки может снять внутренние напряжения, вызывая скручивание или изгиб детали.
Как контролировать деформацию в литых деталях корпуса поворотного привода?
Эффективный контроль деформаций — это многоэтапный процесс, от первоначального проектирования до окончательной проверки.
Профилактика посредством оптимизированного проектирования и моделирования.
Наилучший контроль осуществляется до начала производства.
Компьютерное моделирование (МКЭ):Инженеры используют программное обеспечение для моделирования термических и механических напряжений во время литья и эксплуатации. Это позволяет прогнозировать деформацию и вносить улучшения в конструкцию с помощью цифровых технологий.
Проектирование с учетом технологичности производства (DFM):Ключевые принципы включают в себя поддержание равномерной толщины стенок, использование плавных переходов между секциями, стратегическое добавлениеребра и усилителидля обеспечения жесткости и проектирования симметричных форм для равномерного охлаждения.
Точность в процессе литья
Тщательный контроль на всех этапах производства имеет решающее значение.
Передовые технологии изготовления пресс-форм:Формы проектируются с высокой точностью.компенсационные отчисленияа также оптимизированные каналы для обеспечения плавного и равномерного потока металла и его затвердевания.
Строгий контроль технологического процесса:Ключевые параметры, такие кактемпература формы, температура заливки и скорость охлажденияОни подвергаются строгому контролю для минимизации термического шока и стресса.
Коррекция и проверка после отливки
Снятие стресса:Перед окончательной механической обработкой отливки подвергаются контролируемой термической обработке для снятия внутренних напряжений.
Прецизионная обработка:Первый этап обработки создает стабильную, точную опорную поверхность. Вся последующая ответственная обработка (например, обработка посадочных мест подшипников) выполняется относительно этой единственной опорной поверхности, обеспечивая идеальное выравнивание.
Окончательная проверка:Готовые корпуса проверяются с помощью прецизионных инструментов, таких как координатно-измерительные машины (КИМ), чтобы убедиться, что все размеры и плоскостность находятся в пределах строгих допусков.
Краткое описание методов контроля деформаций
| Этап управления | Первичные методы | Ключевая цель |
|---|---|---|
| Проектирование и моделирование | Анализ методом конечных элементов, однородные стены, стратегическое ребро жесткости. | Прогнозирование и предотвращение деформаций в источнике. |
| Процесс литья | Точное проектирование пресс-форм, контролируемый процесс заливки и охлаждения. | Сведите к минимуму стресс в процессе производства. |
| Посткастинг | Снятие внутренних напряжений, обработка с использованием эталонных образцов, контроль качества на координатно-измерительной машине. | Обеспечьте окончательную геометрическую точность. |
Компания LyraDrive стремится к разработке высококачественных поворотных приводов.
Освоение методов контроля деформации корпуса является краеугольным камнем нашей инженерной философии в компании [название компании].LyraDriveЭто отражает нашу ключевую компетенцию в обеспечении того, чтобы каждый производимый нами поворотный привод был построен на идеально стабильном и точном фундаменте. Глубокие знания в области материаловедения, высокоточной обработки и структурной целостности позволяют нам поставлять продукцию, которая обеспечивает нашим клиентам непревзойденную надежность и долговечность в самых сложных условиях эксплуатации.