



Процесс сборки поворотного подшипника
Что такое малонагруженный поворотный подшипник?
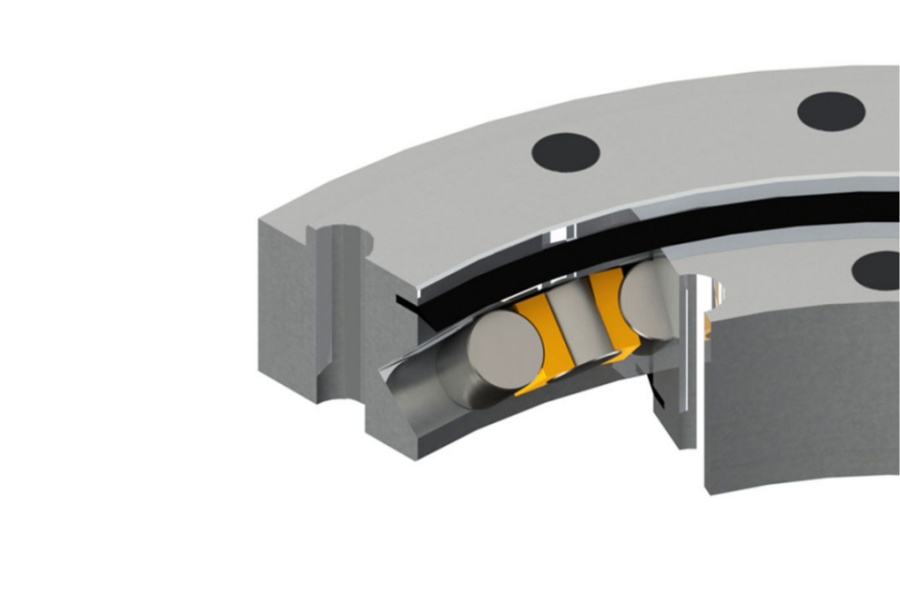
Поворотный подшипник с малой нагрузкойКомпактный прецизионный поворотный подшипник, разработанный для обеспечения плавного и контролируемого перемещения между конструкциями при умеренных осевых, радиальных и моментных нагрузках. Характеризуясь уменьшенным поперечным сечением и часто однорядной конструкцией, он обеспечивает оптимальное сочетание производительности, компактности и экономичности для применений, где экстремальные нагрузки не являются приоритетными. Опорно-поворотный подшипник с малой нагрузкой обычно состоит из внутреннего и наружного колец (одно или оба могут включать зубья шестерни), одного ряда высокоточных тел качения (шариков или роликов), сепаратора или разделительных блоков для поддержания расстояния между элементами, контактных или бесконтактных уплотнений для защиты и смазочных фитингов. Несмотря на обозначение «малая нагрузка», надежность его сборки так же важна, как и для более крупных аналогов, поскольку неправильная сборка остается основной причиной преждевременного шума, износа и выхода из строя, что снижает расчетный срок службы и производительность компонента.

Процесс сборки поворотного подшипника
Сборка опорно-поворотного устройства — это точная и методичная операция, требующая соблюдения чистоты, тщательного внимания к деталям и строгого соблюдения установленных процедур. Это гораздо больше, чем просто сборка деталей; это процесс, ориентированный на качество, который напрямую определяет эксплуатационные характеристики подшипника, включая плавность хода, крутящий момент, уровень шума и максимальный срок службы. Ниже описаны стандартные отраслевые практики для правильного и тщательного процесса сборки.
Проверка и подготовка компонентов
Процесс начинается со строгой проверки всех поступающих компонентов. Каждое кольцо, тело качения, уплотнение и изоляционный блок тщательно осматриваются на предмет наличия визуальных дефектов, таких как повреждения при транспортировке, глубокие сколы, пятна ржавчины или царапины. Критические размеры сверяются с инженерными чертежами, чтобы гарантировать соответствие всех деталей заданным допускам до начала сборки, предотвращая дорогостоящие доработки в дальнейшем. Ключевым этапом является определение «мягкой зоны» подшипника — незакаленной части кольца, оставленной для термообработки, — которая маркируется производителем перманентно, как правило, штампованной буквой «S» и пластиковой заглушкой в соседнем отверстии для болта. Кольца подбираются в соответствии с номерами партии шлифовки для обеспечения идеальной совместимости и оптимальной производительности.
Обработка поверхности и удаление заусенцев
Любые незначительные дефекты поверхности должны быть устранены. Незначительная ржавчина на некритичных поверхностях тщательно удаляется неабразивной губкой и подходящим чистящим растворителем. Более значительная ржавчина или выступающие заусенцы, особенно вокруг отверстий под болты, портов смазки, канавок под уплотнители и фасок, тщательно шлифуются ручной шлифовальной машиной с мягким абразивным диском. Этот этап крайне важен для предотвращения образования концентраторов напряжений, обеспечения идеального прилегания уплотнителя и правильной затяжки болтов на гладких плоских поверхностях. Цель — добиться идеально гладких кромок без заусенцев по всей поверхности.
Тщательная очистка
После удаления заусенцев деталь должна быть безупречно очищена. Сначала сжатым воздухом удаляются микроскопические металлические частицы и абразивная пыль, оставшиеся после механической обработки и шлифования, из отверстий под болты, зубьев шестерен и дорожек качения. После этого детали промываются промышленным растворителем, например, керосином или дизельным топливом, для удаления всех следов масла, смазки и микроскопических загрязнений. Это гарантирует отсутствие абразивных частиц внутри подшипника, которые могли бы привести к преждевременному износу после его герметизации и ввода в эксплуатацию. Очищенные детали затем перемещаются в специальную чистую сборочную зону для предотвращения повторного загрязнения.
Установка элементов качения
Это основа механического узла. Кольцо с предварительно просверленными отверстиями для заглушек надежно фиксируется, часто опираясь на деревянные бруски для защиты обработанных поверхностей. Затем согласующее кольцо осторожно опускается на место, идеально совмещая их дорожки качения. Монтажник начинает с того, что вручную устанавливает несколько тел качения (шариков или роликов), равномерно расположенных по окружности, для поддержки верхнего кольца. После того, как кольца закреплены и выровнены, оставшиеся тела качения и соответствующие им изоляционные блоки вставляются через главное отверстие заглушки. Монтажник медленно вращает верхнее кольцо, подавая элементы и блоки до заполнения дорожки качения. Конкретное расположение и количество блоков определяются конструкторскими чертежами. Окончательный зазор точно измеряется, и для достижения правильной посадки используется специально подобранный более толстый или более тонкий изоляционный блок, гарантируя, что зазор никогда не будет больше длины одного блока, чтобы предотвратить их перекос и заклинивание во время работы.
Установка заглушки и окончательная герметизация
После правильной герметизации дорожки качения главный входной порт герметизируется. Закалённая стальная заглушка аккуратно вставляется в её отверстие. Важным последующим этапом является установка конического штифта через поперечное отверстие в заглушке и самом кольце. Этот штифт механически фиксирует заглушку на месте, гарантируя её невозможность самопроизвольного ослабления во время работы, что было бы катастрофическим. Штифт устанавливается с торца меньшего диаметра и должен быть установлен таким образом, чтобы оба конца находились заподлицо с окружающими поверхностями или ниже их. После фиксации штифта окружающее пространство часто слегка расклепывается или расковывается для дополнительной фиксации узла.
Комплексное тестирование качества
Полностью собранный подшипник проходит ряд строгих проверок качества. Сначала его вручную вращают опытные специалисты, чтобы субъективно оценить плавность хода, определить наличие заеданий и услышать посторонние шумы. Затем проводятся объективные измерения с помощью прецизионных индикаторов часового типа и специализированных инструментов. Эти испытания включают измерение осевого и радиального внутреннего зазора, проверку биения зубьев шестерен (при необходимости), проверку общей высоты и плоскостности поверхности, измерение биения дорожек качения и подтверждение соответствия начального крутящего момента заданным характеристикам. Это комплексное испытание подтверждает правильность сборки и безупречное состояние подшипника с завода.
Смазка, герметизация и маркировка
После прохождения всех проверок устанавливаются окончательные пресс-маслёнки (маслёнки-маслёнки). Затем подшипник заполняется смазкой точного типа и в точном количестве, указанном заказчиком или в соответствии с требованиями к применению, обеспечивая покрытие всех внутренних поверхностей для защиты и начала эксплуатации. Уплотнения, критически важные для предотвращения попадания загрязнений и сохранения смазки, затем аккуратно запрессовываются в свои канавки. В случае разъёмных уплотнений торцы склеиваются высокопрочным клеем, образуя непрерывное кольцо. Наконец, на определённую поверхность подшипника наносится постоянная идентификационная информация, такая как номер детали, серийный номер и дата изготовления.
Консервация и упаковка
Полностью собранный, испытанный и промаркированный подшипник готов к отправке. Его открытые стальные поверхности покрываются высококачественным антикоррозионным маслом или смазкой для защиты от коррозии во время транспортировки и хранения. Затем подшипник упаковывается в многослойную упаковку: сначала слой маслостойкой барьерной пленки, затем слой защитной бумаги и, наконец, внешний слой прочной пластиковой стрейч-пленки или специальный деревянный ящик для максимальной защиты от физических повреждений и воздействия окружающей среды. Перед отправкой на склад на внешнюю сторону упаковки наклеивается этикетка, содержащая всю необходимую информацию о доставке и изделии.
Характеристики поворотного подшипника с малой нагрузкой
Опорно-поворотные устройства для лёгких нагрузок характеризуются определённым набором характеристик, которые делают их идеальными для предполагаемого применения. Их наиболее заметной особенностью является компактная и лёгкая конструкция с малой высотой поперечного сечения, что позволяет интегрировать их в оборудование с ограниченным пространством без ущерба для производительности. Они, как правило, имеют однорядную конструкцию шариков, что обеспечивает отличное соотношение грузоподъёмности и низкого трения для плавного и эффективного вращения. Используемые материалы часто оптимизируются для обеспечения экономической эффективности и производительности при умеренных нагрузках, используя, по возможности, другие марки стали или методы термообработки, чем у подшипников для тяжёлых условий эксплуатации. Их интегрированные системы уплотнений, как правило, проще и часто состоят из однокромочных бесконтактных или слабо контактирующих уплотнений, предназначенных для удержания смазки и предотвращения проникновения крупных загрязнений без значительного момента сопротивления. Несмотря на свою лёгкую классификацию, они сохраняют основные функции стандартных опорно-поворотных устройств, включая монтажные отверстия для лёгкой установки и часто оснащаются опциональными встроенными зубьями для привода. Приоритетами их конструкции являются экономичность, точность перемещения и бесшумная работа при контролируемых нагрузках.
Применение поворотных подшипников с малой нагрузкой
Универсальность и компактность малогабаритных поворотных подшипников делают их пригодными для широкого спектра применений в различных отраслях промышленности, где высокие нагрузки не являются определяющим фактором. Распространенным применением является лёгкое погрузочно-разгрузочное оборудование, такое как небольшие роботизированные манипуляторы, используемые на сборочных линиях, подъемно-транспортные устройства и поворотные столы индексирующего оборудования. В сельскохозяйственном секторе они используются в малогабаритном навесном оборудовании, таком как сеялки, опрыскиватели или поворотные платформы на некоторых типах прицепов. Они встречаются во множестве промышленных машин, включая лёгкие сварочные манипуляторы, упаковочное оборудование и поворотные питатели. В области возобновляемой энергетики они могут использоваться в системах слежения за солнцем для точной ориентации панелей по направлению к солнцу в течение дня. Кроме того, они используются в различном медицинском оборудовании для точного позиционирования вращения, в автодомах для антенных или сенсорных платформ, а также во множестве других машин, требующих надёжного, контролируемого вращения без экстремальных усилий, характерных для горнодобывающей промышленности или строительства крупных объектов.
Какие факторы влияют на цену легкого опорно-поворотного устройства
Стоимость легкого опорно-поворотного устройства зависит от нескольких взаимосвязанных факторов, которые отражают его конструкцию, сложность изготовления и состав материала. Физические размеры и габариты, в частности наружный диаметр и высота поперечного сечения, являются основными факторами, поскольку они определяют количество необходимого сырья. Включение дополнительных функций, в первую очередь прецизионной обработки зубьев шестерен (внутренних или внешних), значительно увеличивает время и стоимость обработки. Спецификация материала является еще одним ключевым фактором; стандартная углеродистая сталь может использоваться для очень легких условий эксплуатации, в то время как более высококачественные легированные стали или специальные покрытия увеличат цену. Требуемый класс точности также влияет на стоимость; подшипники, изготовленные с более жесткими допусками для применений, требующих минимального биения и плавной работы, требуют более сложной обработки и контроля качества. Тип и качество аксессуаров, таких как уплотнения (стандартная резина или усовершенствованный полиуретан), а также включение предварительно просверленных смазочных фитингов, увеличивают общую стоимость. Наконец, объем заказа играет значительную роль; Крупносерийное производство позволяет добиться экономии за счет масштабов, существенно снижая себестоимость единицы продукции по сравнению с небольшим индивидуальным заказом на прототип или специализированную машину.
Поставщик малогабаритных поворотных подшипников
Для проектировщиков и инженеров, ищущих надежные и высокоточные решения в области ротационного оборудования для легких и средних условий эксплуатации.ЛИРАДРАЙВпозиционирует себя как компетентного и опытного поставщика. Компания специализируется на разработке и производстве широкого спектра поворотных устройств, включая высокопроизводительные малонагруженные поворотные подшипники, соответствующие строгим стандартам качества. LYRADRIVE стремится к инженерному совершенству, что гарантирует оптимальную производительность, долговечность и плавность работы даже компактных подшипников. Компания предоставляет ценную техническую поддержку при выборе, интеграции и обслуживании, гарантируя клиентам максимально возможный срок службы компонентов. Выбирая LYRADRIVE, клиенты сотрудничают с поставщиком, ориентированным на качество и надежность, что напрямую способствует повышению производительности и долговечности их конечной продукции.