



Почему опорно-поворотные устройства требуют шлифования зубьев
Что такое поворотный подшипник?
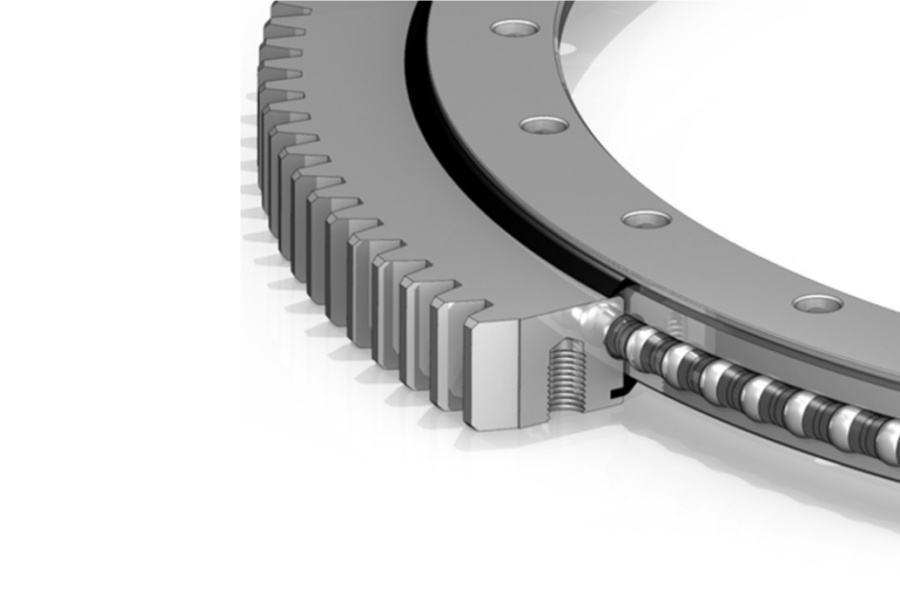
Поворотный подшипникПредставляет собой высокотехнологичный вращающийся подшипник, предназначенный для одновременной обработки огромных комбинированных нагрузок – осевых, радиальных и опрокидывающих моментов – обеспечивая при этом плавное вращение между конструктивными элементами. В отличие от стандартных подшипников, поворотные подшипники имеют большой диаметр, часто имеют встроенные зубья шестерен (внутренние или внешние) и монтажные отверстия, выполняя функции основного механического интерфейса и точки передачи мощности в тяжёлом машиностроении. Они являются ключевым компонентом, обеспечивающим вращательное движение в таком оборудовании, как краны, экскаваторы, ветряные турбины и медицинские сканеры. Их прочная конструкция обычно включает тела качения (шарики или ролики), движущиеся по дорожкам качения, выполненным на внутреннем и наружном кольцах, а также уплотнения и системы смазки для обеспечения долговечности в суровых условиях.

Зачем шлифовать шестерни на опорно-поворотных устройствах?
Необходимость шлифования зубчатых колес на опорно-поворотных устройствах напрямую обусловлена необходимостью сочетания высокой поверхностной прочности с исключительной точностью зубчатых передач, что позволяет преодолеть фундаментальную проблему, связанную с термической обработкой. Для значительного повышения прочности, твёрдости, износостойкости и ударной вязкости зубьев зубчатых колес (на зубчатом венце) повсеместно применяется поверхностная закалка, в частности, индукционная закалка или цементация. Этот метод закалки не подлежит сомнению; незакалённые зубья значительно снижают общую производительность и преждевременно выходят из строя под воздействием высоких рабочих нагрузок, характерных для опорно-поворотных устройств.
Однако этот критически важный процесс закалки создаёт серьёзную проблему: деформацию. Интенсивный термический цикл приводит к короблению зубчатого венца, часто принимающего эллиптическую форму. Эта деформация неизбежно снижает геометрическую точность шестерни, вызывая отклонения профиля зуба, угла наклона винтовой линии и шага. Для опорно-поворотных устройств, где для обеспечения плавного зацепления, низкого уровня шума, минимальной вибрации и высокой точности позиционирования требуется высокая точность зубьев (например, DIN 3962, класс 6 или 7, AGMA 2000, класс 9 или 10), состояние после закалки обычно значительно ниже проектных требований.
Для достижения необходимой точности после закалки требуется вторичная, чистовая обработка зубьев. Традиционные методы зубонарезания, такие как зубофрезерование или зубодолбление (с использованием режущего инструмента), совершенно неэффективны для закаленной стальной поверхности (обычно твёрдостью 55–60 HRC и выше). Закалённый материал быстро разрушает стандартный режущий инструмент. Именно здесь зубошлифование становится незаменимым решением.
При шлифовании зубьев в качестве режущего инструмента используются абразивные шлифовальные круги прецизионной формы. Эти круги, изготовленные из чрезвычайно твёрдых абразивов, таких как оксид алюминия или кубический нитрид бора (КНБ), способны снимать небольшое количество материала с закалённых боковых поверхностей зубьев. Этот процесс обеспечивает тщательное шлифование поверхностей зубьев до точной геометрии, устраняя деформации, вызванные закалкой, и достигая заданного высокого уровня точности и чистоты поверхности. Это единственный практически реализуемый метод, позволяющий добиться прецизионной точности зубчатых передач на закалённых зубчатых венцах опорно-поворотных устройств.
Преимущества шлифования зубчатых колес для опорно-поворотных устройств
Внедрение зубошлифования обеспечивает существенные преимущества, имеющие решающее значение для производительности и надежности опорно-поворотных устройств:
Исключительное качество поверхности: шлифование обеспечивает исключительно гладкую поверхность зубьев, достигая шероховатости всего Ra 0,8 мкм. Это минимизирует трение, уменьшает износ как поворотного круга, так и сопряжённой шестерни, а также повышает эффективность смазки.
Превосходная геометрическая точность: шлифование позволяет точно контролировать критические параметры зубчатых передач:
Точность профиля зуба: обеспечивает правильную эвольвентную форму для оптимального распределения нагрузки и минимальной концентрации напряжений.
Точность зубцовой канавки (спирали): гарантирует надлежащий контакт по всей ширине лицевой поверхности зуба.
Точность шага: обеспечивает постоянное расстояние между зубьями для плавного зацепления.
Минимальное биение: достигается чрезвычайно низкое радиальное композитное отклонение (биение зуба), обычно в диапазоне 0,03–0,1 мм, что обеспечивает концентрическое вращение.
Контролируемая толщина зубьев/расстояние между ними: соответствует точным допускам размеров.
Коррекция деформаций: Это основная функция. Шлифование обеспечивает систематическое удаление материала для устранения деформаций (эллиптичности) и локальных дефектов, вызванных закалкой, восстанавливая заданную высокоточную геометрию шестерни.
Оптимизированное зацепление: сочетание высококачественной обработки поверхности и высокой геометрической точности обеспечивает практически идеальное зацепление с ведущей шестерней. Это обеспечивает более плавную передачу мощности, значительное снижение вибрации, снижение уровня шума и повышение общей эффективности трансмиссии.
Повышенная грузоподъемность и долговечность: точная геометрия зубьев обеспечивает равномерное распределение нагрузки по всей боковой поверхности зубьев, что увеличивает несущую способность подшипника и значительно продлевает усталостный ресурс как зубчатого венца, так и сопряженной шестерни.
Соответствие высоким эксплуатационным требованиям: По мере развития промышленного оборудования требования к приводам с опорно-поворотными устройствами постоянно растут. Требования к точности позиционирования, динамичному отклику, передаче высокого крутящего момента с минимальным люфтом, бесшумной работе и долговечности при экстремальных нагрузках делают прецизионно шлифованные зубчатые передачи всё более востребованными.
Основные характеристики высококачественных опорно-поворотных устройств
Помимо точности зубьев шестерен, высокопроизводительный поворотный подшипник определяется несколькими основными характеристиками:
Высокая грузоподъемность: спроектированы так, чтобы выдерживать экстремальные сочетания осевых, радиальных и моментных нагрузок, характерных для области их применения.
Интегрированная зубчатая передача: оснащена прецизионно обработанными внутренними или внешними зубьями шестерни, выполненными как единое целое с одним из колец (обычно с внешним кольцом для внешних шестерен, с внутренним кольцом для внутренних шестерен).
Системы уплотнений: эффективные многолабиринтные уплотнения или специализированные эластомерные уплотнения имеют решающее значение для предотвращения проникновения загрязняющих веществ (воды, пыли, песка) и сохранения смазки, что напрямую влияет на срок службы подшипников.
Каналы смазки: встроенные пресс-масленки (Зерки) и часто внутренние смазочные каналы обеспечивают подачу смазки к дорожкам качения и зубьям шестерен, что снижает трение и износ.
Монтажные положения: Точно обработанные монтажные отверстия (конические, плоские или резьбовые) и установочные элементы (направляющие диаметры, канавки под уплотнительные кольца) на обоих кольцах для надежной и точной установки на несущую конструкцию.
Материал и твёрдость: Стандартно используется высококачественная, чистая легированная сталь (например, 42CrMo4, 50Mn). Дорожки качения и зубья шестерен закалены (обычно 55–60 HRC) для износостойкости, при этом сердцевина остаётся прочной и поглощает удары. Тела качения также закалены.
Предварительная нагрузка: многие конструкции предусматривают предварительную нагрузку (устранение осевого зазора) во время сборки для повышения жесткости, уменьшения прогиба под нагрузкой и повышения точности вращения.
Тела качения: используют шарики (для меньшего трения, большей скорости) или цилиндрические/конические ролики (для большей грузоподъемности, особенно моментных нагрузок), расположенные в один или несколько рядов в зависимости от случая нагрузки.
Стандарты точности: соответствуют международным стандартам (например, DIN 620, ISO 1132) по допускам размеров, точности вращения и классам предварительной нагрузки.
Разнообразные области применения опорно-поворотных устройств
Опорно-поворотные устройства являются важнейшим вращательным компонентом бесчисленного множества машин в различных отраслях промышленности:
Строительство и горнодобывающая промышленность: экскаваторы (стреловые, поворотные), мобильные краны (поворотная платформа), гусеничные краны, проходческие машины для проходки тоннелей, карьерные экскаваторы, штабелеукладчики-реклаймеры.
Погрузочно-разгрузочные работы: портовые краны (причальные, козловые, RTG), вилочные погрузчики, высотные рабочие платформы (стреловые подъемники, ножничные подъемники), роботизированные манипуляторы, поворотные платформы.
Ветроэнергетика: приводы рыскания (позиционирование гондолы по направлению ветра) и приводы тангажа (регулировка угла наклона лопастей) в ветряных турбинах.
Промышленное оборудование: делительные столы, сварочные позиционеры, устройства смены паллет, поворотные ковши, смесительные барабаны, радарные платформы.
Оборона и аэрокосмическая промышленность: танковые башни, ракетные пусковые установки, радиолокационные антенны, системы спутникового слежения.
Медицина: современное оборудование для визуализации, такое как сканеры КТ и МРТ (вращение стола пациента, вращение гентри).
Сельское и лесное хозяйство: харвестеры, форвардеры, лесозаготовительные краны, ирригационные системы.
Развлечения: колесо обозрения, большие телескопы, солнечные трекеры.
Факторы, влияющие на цену опорно-поворотного устройства
Стоимость опорно-поворотного устройства определяется сложным взаимодействием технических и коммерческих факторов:
Размеры и габариты: Подшипники большего диаметра, как правило, требуют больше материала и более сложной обработки, что значительно увеличивает стоимость. Высота и ширина кольца также играют свою роль.
Требования к грузоподъемности: подшипники, рассчитанные на более высокие осевые, радиальные и моментные нагрузки, требуют использования более крупных тел качения, большего количества рядов, оптимизированной геометрии дорожек качения и потенциально больших габаритных размеров, что влияет на затраты на материалы и производство.
Характеристики зубчатых передач: наличие зубчатых передач (внутренних/внешних), модуль/шаг, угол зацепления, ширина зубьев и, что особенно важно, требуемый уровень точности (например, нешлифованная фрезерованная/фасонная или прецизионная шлифованная) являются основными факторами, влияющими на стоимость. Шлифовка значительно увеличивает время и стоимость производства.
Марка и качество материала: Высокосортные и более чистые легированные стали имеют более высокую цену. Сертификация (например, кованые кольца или литые, прослеживаемость материалов, протоколы химических/механических испытаний) увеличивает стоимость.
Термическая обработка и закалка: Конкретный процесс закалки (индукционная, цементация), глубина закалки и требуемый профиль твёрдости влияют на стоимость. Достижение стабильной твёрдости на деталях большого диаметра — сложная задача.
Класс точности: более жесткие допуски на размеры, биение дорожек качения, точность зубчатых передач (профиль, ход, шаг, биение) и класс предварительного натяга требуют более сложной обработки, проверки и времени, что увеличивает затраты.
Система уплотнений: Стандартные лабиринтные уплотнения широко распространены, но сложные многокромочные уплотнения, специализированные эластомеры (например, для экстремальных температур или химических веществ) или индивидуальные уплотнительные решения увеличивают стоимость.
Особенности монтажа: Стандартные сверлильные и резьбовые отверстия являются типичными. Обработка сложных деталей, таких как конические отверстия, большие диаметры направляющих, глубокие канавки под уплотнительные кольца или нестандартные схемы расположения болтов, увеличивает стоимость.
Система смазки: Стандартные смазочные фитинги. Внутренние смазочные каналы, несколько портов или интерфейсы автоматизированной системы смазки усложняют конструкцию.
Количество и адаптация: себестоимость единицы продукции снижается при увеличении объёмов производства благодаря амортизации наладки. Разработка изделий с высокой степенью индивидуализации (нестандартные размеры, специальные материалы, уникальные функции) требует значительных затрат на проектирование и адаптацию, что делает их более дорогими в расчёте на единицу продукции, особенно при небольших объёмах производства.
Место производства и системы качества: подшипники, произведенные в регионах с более высокими трудозатратами/накладными расходами или производителями со строгими сертификатами качества (например, ISO 9001, отраслевыми стандартами, такими как ISO 17025 для испытательных лабораторий), обычно стоят дороже. Также важны проверенная надежность и репутация бренда.
Аксессуары: Поставляемые монтажные принадлежности, смазка, специальная упаковка или подробная документация увеличивают общую стоимость.
Поставщик поворотных подшипников
ЛИРАДРАЙВКомпания LYRADRIVE является признанным производителем, специализирующимся на высокопроизводительных поворотных подшипниках и поворотных приводах для требовательных применений по всему миру. Используя передовые производственные возможности, LYRADRIVE уделяет особое внимание точному машиностроению, особенно в критически важных процессах, таких как шлифование зубчатых колес, чтобы гарантировать точность, долговечность и бесперебойную работу подшипников, необходимые в таких отраслях, как строительство, обработка материалов, возобновляемая энергетика и промышленная автоматизация. Компания стремится предоставлять надежные решения, подкрепленные техническим опытом и контролем качества, уделяя особое внимание надежности и производительности для удовлетворения сложных потребностей своих клиентов по всему миру.