



고하중 선회 베어링 고장 분석
중하중 선회 베어링이란?
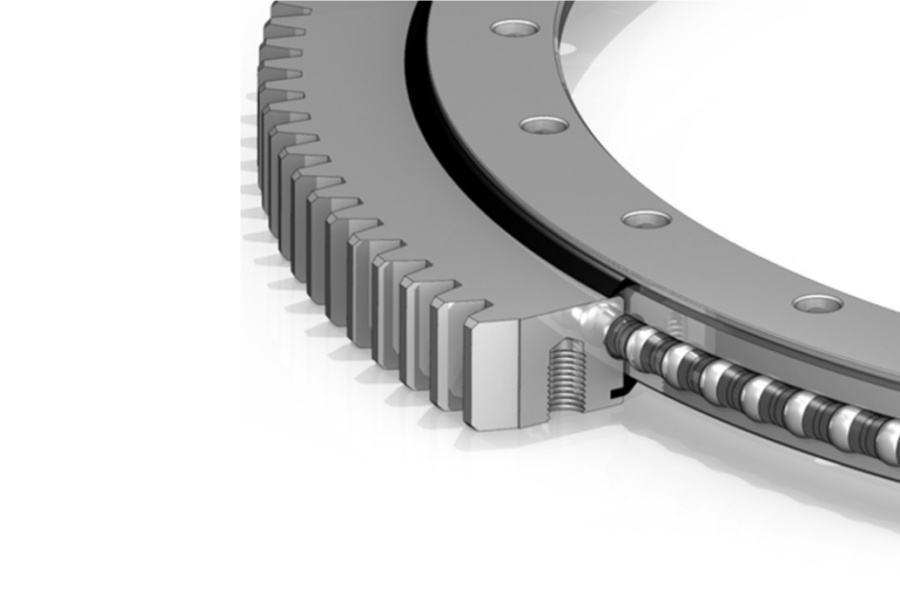
고하중 선회 베어링극한의 복합 하중(축 방향 1,000 kN 이상, 반경 방향 500 kN 이상, 틸팅 모멘트 5,000 kN·m 이상)을 견디도록 설계된 회전 부품입니다. 다열 롤러 구성(일반적으로 3열 원통형 롤러), 두꺼운 단면 합금강 링(≥100mm), 경화된 레이스웨이(HRC 58-62), 그리고 IP69K 등급의 밀봉을 특징으로 하며, 광산, 해양 및 중장비 건설 기계의 핵심 회전 인터페이스 역할을 합니다.

고하중 선회 베어링 고장 분석
소성 변형 및 브리넬링
원인: 재료 항복 강도(예: 42CrMo: 1,100 MPa)를 초과하는 정적 과부하. 충격 하중이나 부적절한 재킹 시 흔히 발생합니다.
증상: 레이스웨이에 눈에 띄는 움푹 들어간 부분(>0.5mm 깊이), 회전 토크 증가.
진단: 침투탐상검사; 프로파일로미터로 움푹 들어간 곳의 깊이를 측정합니다.
피로 박리(지하에서 시작)
원인: 재료 내구 한계(예: 50Mn 강의 경우 600MPa 미만)를 초과하는 반복 응력. 가속 원인:
표면 경화 깊이가 부족함(롤러 직경의 5% 미만)
잔류 오스테나이트 >15%
레이스웨이 지하 근처의 개재물(TiN, Al₂O₃)
증상: 하중 영역에 벗겨짐(1-5mm 크기), 그리스에 금속 파편이 있음.
진단: 진동 분석(가속도 >4g RMS); 페로그래피.
부식으로 인한 피팅
원인: 손상된 밀봉재를 통해 염화물/SO₂가 유입됩니다. 피트는 응력 집중 장치 역할을 합니다(Kt≥3).
증상: 갈색 잔류물, 비부하 구역에 직경 0.1-2mm의 구멍이 생깁니다.
진단: 초음파 두께 검사, 전기화학 임피던스 분광법.
기어 이빨 파손
원인:
뿌리 굽힘 응력 >1,500 MPa(AGMA 2004)
부적절한 열처리(케이스/코어 경도 불일치 >15 HRC)
정렬 불량(미터당 0.1° 이상)
증상: 치아 조각이 부러짐, 비정상적인 구동 소음.
진단: 기어 프로필 스캐닝, 잔류 응력 측정(XRD).
볼트 파손 및 프레팅
원인:
예압이 부족함(볼트 항복 강도 <70%)
5~10Hz 진동 하에서 동적 풀림
전기화학적 부식(예: 탄소강 볼트 대 스테인리스 플랜지)
증상: 볼트 헤드 전단, 구멍 주위에 타원형 마모 자국이 있음.
진단: 볼트 장력 모니터링, 프레팅 흉터 깊이 측정.
근본 원인 방법론:
하중 스펙트럼 분석: 실제 FEA 하중 분포와 설계 하중 분포 비교
금속학: 케이스 깊이(ISO 2639에 따름), 포함물 등급(ASTM E45)을 검사합니다.
윤활유 분석: 수분 함량이 1,000ppm 이상인 경우 씰 고장을 나타냅니다.
고하중 선회 베어링 특성
다중열 롤러: 3열 원통 롤러 + 2열 볼을 결합하여 하중을 분산합니다.
초고강성: 링 강성 >10⁹ N/m로 탄성 변형 제한 <0.1mm
사전 로드된 설계: 음의 클리어런스(-0.05~-0.1mm)로 작동 백래시 제거
고급 밀봉: 입자 배제 미로가 있는 트리플 립 HNBR 밀봉
재료 과학: 방향성 단조를 사용한 진공 탈가스 50Mn 강철
의 응용 프로그램고하중 선회 베어링
광산: 버킷 휠 굴삭기(20,000+ kN·m 모멘트)
해상: 플로팅 크레인 슬루 링(DNV-GL 인증)
에너지: 15MW 풍력 터빈 요 시스템
터널 보링: 주 베어링 추력 하중 >12,000 kN
항만 크레인: 2,000톤 하중을 처리하는 붐 풋 베어링
가격에 영향을 미치는 요인
재료 비용: 50Mn 방향성 단조는 표준 42CrMo 대비 35% 추가
열처리: 8mm 케이스 깊이 탄소침투(+40% vs 4mm)
정밀 연삭: 레이스웨이 프로파일 허용 오차 ±0.03mm(+25% 비용)
테스트: 전체 규모 프로토타입 과부하 테스트(200% 등급)가 18% 추가됩니다.
인증: API 8C/ISO 17566 준수 프리미엄: 15-22%
밀봉: 가압 그리스 퍼지 시스템: +12%
고하중 선회 베어링 공급업체 LYRADRIVE
라이라드라이브엔지니어들은 ISO 281 L10 수명 최적화 선회 베어링을 개발했습니다. 심진공 침탄 및 -196°C 극저온 안정화 공정을 통해 8~12mm의 케이스 깊이를 구현하여 잔류 오스테나이트 함량을 8% 미만으로 낮췄습니다. 당사의 독자적인 방향성 결정립 유동 단조 기술은 25,000 kN·m 모멘트에서 피로 강도를 30% 향상시키며, ISO 17566에 따라 10,000시간 가속 수명 시험을 통해 검증되었습니다.
효과적인 고장 방지를 위해서는 재료 과학에 대한 전문 지식(진공 탈기 처리된 50Mn 강), 정밀 경화(케이스 깊이 = 롤러 직경의 5~8%), 그리고 첨단 밀봉(ΔP>5kPa 퍼지 시스템)이 필요합니다. 고급 베어링은 25~40%의 추가 비용이 발생하지만, 중요한 응용 분야에서 예상치 못한 가동 중단 시간을 최대 90%까지 줄여줍니다. 베어링 교체 비용이 50만 달러를 초과하는 광산 굴삭기나 해상 크레인의 경우, LYRADRIVE와 같은 첨단 야금 기술 공급업체와 협력하면 서비스 간격 연장을 통해 확실한 투자 수익률(ROI)을 확보할 수 있습니다.