



고하중 선회 베어링 재료 선정 기술
중하중 선회 베어링이란?
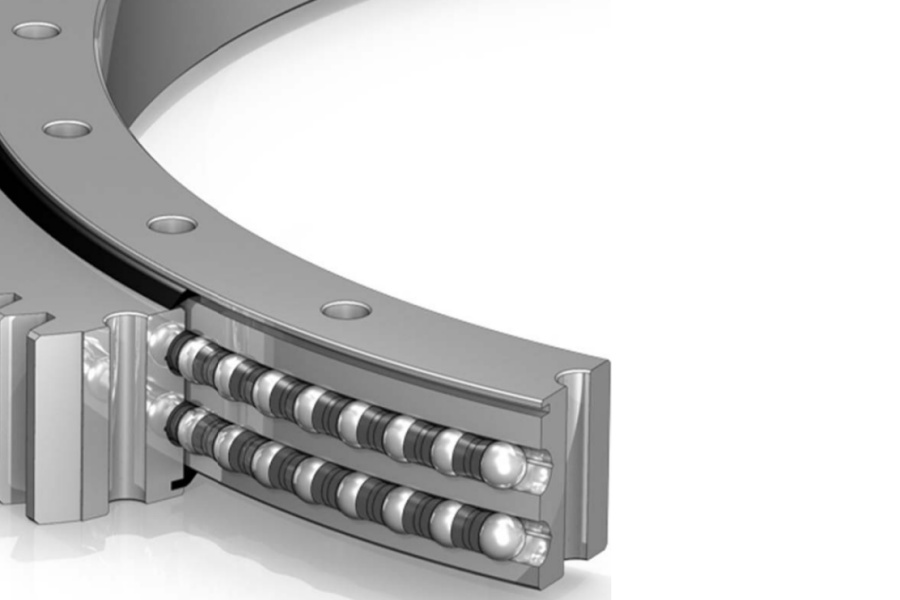
고하중 선회 베어링극한의 복합 하중(축력 >1,000kN, 반경 방향력 >500kN, 틸팅 모멘트 >5,000kN·m)을 극한의 산업 환경에서 견딜 수 있도록 설계된 대구경 회전 베어링을 말합니다. 이 베어링은 다열 롤러 배열(3열 원통 롤러 또는 복열 볼/롤러 하이브리드)을 갖춘 강화된 레이스웨이, 두꺼운 단면 링, 그리고 표면 하부 피로를 방지하기 위한 특수 경화 공정을 특징으로 합니다.

고하중 선회 베어링 재료 선정 기술
재료 선택은 극한 응력 하에서 베어링 수명에 중대한 영향을 미칩니다. 다음 원칙을 따르세요.
핵심 재료 속성:
초고강도:
축/방사 강도: 소성 변형을 저항하기 위한 항복 강도 ≥1,200 MPa(예: 42CrMo4, 50Mn)
피로 내구성: 반복 하중에 대한 굽힘 피로 한계(ISO 281)가 600MPa 이상입니다.
경도 및 인성 균형:
경주면 경도: 표면 경화를 통해 58-62 HRC.
핵심 경도: 파괴인성을 유지하기 위한 28-35 HRC(샤르피 V-노치 >40 J, -20°C).
마모 및 변형 저항성:
브리넬링에 저항할 수 있는 높은 압축 강도(>2,000 MPa)
치수 변화를 최소화하기 위해 경화 후 잔류 오스테나이트가 15% 미만입니다.
강철 등급 선택:
표준 응용 프로그램:
42CrMo4(AISI 4140): 중간 정도의 부식 환경에서 비용 효율적입니다. 10~20mm 깊이까지 심부 경화 처리되었습니다.
극한 하중/충격:
50Mn(AISI 1541): 내마모성이 우수합니다. 취성을 방지하기 위해 엄격한 템퍼링 관리가 필요합니다.
부식성 환경:
F51/F60 듀플렉스 스테인리스: 해상/염분 노출용. 합금강 대비 하중 용량이 15% 감소합니다.
코팅 합금강: Zn-Ni 도금 + 에폭시 상면 코팅(ISO 12944 C5-M).
열처리 최적화:
제어된 탄소침투:
케이스 깊이: 롤러 직경의 5-8%(예: Ø80mm 롤러의 경우 8mm).
탄소 잠재성: 표면에서 0.8-1.0%.
심부 극저온 치료:
-196°C 안정화로 잔류 오스테나이트가 90% 감소하여 치수 안정성이 향상됩니다.
정밀 템퍼링:
180~200°C에서 이중 템퍼링을 실시하여 잔류응력을 최소화합니다.
단조 및 가공:
진공 탈가스 강철:
포함물에 의한 피로 균열을 방지하기 위해 산소 함량을 15ppm 미만으로 유지합니다.
방향성 단조:
궤도와 평행한 입자 흐름으로 피로 수명이 30% 증가합니다.
가공성:
효율적인 기어 절삭을 위한 풀림 경도 ≤229 HB.
경량화 전략:
고강도 얇은 벽 디자인:
베이나이트강(예: FB40)을 사용하면 강도를 떨어뜨리지 않고 벽 두께를 15% 줄일 수 있습니다.
플랜지 최적화:
링 설계에 장착 플랜지를 통합하여 용접 조립품 대비 무게를 20% 절감합니다.
고하중 선회 베어링 특성
다중 롤러 구성: 3열 원통 롤러(95% 반경 방향 하중 분담) + 2열 볼(축/모멘트).
극한 하중 정격: 최대 50,000 kN·m 정적 모멘트 용량.
강화된 리브: 30-50mm 두께의 리브 벽이 링 변형을 방지합니다.
사전 로드된 조립품: 음의 여유 공간 설계로 작동상의 백래시를 제거합니다.
IP69K 밀봉: HNBR 화합물을 사용한 트리플 립 씰.
고하중 선회 베어링의 응용 분야
광산: 버킷 휠 굴삭기(20,000+ kN·m 모멘트).
해상: 부유식 크레인 회전 링(F51 스테인리스 변형).
대형 건설: 터널 굴착기 추력 베어링.
에너지: 10MW+ 풍력 터빈 요 베어링.
자재 취급: 항구 크레인 붐 풋 베어링.
가격에 영향을 미치는 요인
재료 비용: 듀플렉스 스테인리스(F51) 비용은 3.2x 42CrMo4입니다.
열처리 깊이: 8mm 케이스 깊이는 4mm 대비 40% 추가됩니다.
단조 복잡성: 방향성 단조 프리미엄(+25%).
정밀도: 레이스웨이 프로파일 허용 오차 ±0.05mm 추가 시 30%가 추가됩니다.
테스트: 전체 규모의 프로토타입 테스트(+15-20%).
인증: DNV-GL/API 8C는 12-18%를 추가합니다.
고하중 선회 베어링 공급업체 LYRADRIVE
라이라드라이브엔지니어들은 정밀 침탄 처리를 통해 8~12mm의 케이스 깊이를 가진 합금강 선회 베어링(50Mn/42CrMo4)을 단조했습니다. 당사의 특허받은 -196°C 극저온 처리는 미세 구조 안정성을 향상시키고, 방향성 결정립 유동 단조는 20,000 kN·m 하중에서 L10 수명을 35% 연장합니다. 베어링은 ISO 17566에 따라 200% 과부하 시험을 거칩니다.
고하중 선회 베어링용 소재 선정에는 강종 최적화(비용 절감을 위해 42CrMo4, 마모 방지를 위해 50Mn), 깊이별 경화(롤러 직경의 5~8% 케이스 깊이), 그리고 미세 구조 제어(잔류 오스테나이트 <15%)가 필수적입니다. 고급 소재는 초기 비용을 20~50% 증가시키지만, 광산 굴삭기나 해상 크레인과 같은 응용 분야에서 베어링 수명을 200~400% 연장합니다. LYRADRIVE와 같은 공급업체와의 협력은 재료 과학 전문 지식을 바탕으로 가동 중단 시간 및 유지보수 비용 절감을 통해 측정 가능한 투자 수익률(ROI)을 보장합니다.